Traitement anti-éblouissement et anti-reflets pour écrans industriels
2026-05-03
11:35
Traitement anti-éblouissement et anti-reflets pour écrans industriels
Comment choisir le traitement de surface adapté à votre application industrielle spécifique
Par l'équipe technique de Kadi Display | www.kadidisplay.com
Le problème dont personne ne parle au stade des spécifications
Voici un scénario qui se produit plus souvent qu'on ne le pense. Un ingénieur passe des semaines à choisir la taille, la résolution et l'interface optimales de l'écran d'une nouvelle borne de billetterie extérieure. Lors des essais sur le terrain, dès le premier après-midi ensoleillé, l'écran est totalement illisible. Non pas à cause d'une luminosité insuffisante – même si cela joue un rôle – mais parce que la surface vitrée reflète le ciel comme un miroir. Sur le papier, les spécifications de l'écran semblaient parfaites. Le traitement de surface, lui, n'avait jamais été abordé.
C'est l'écart pratique qui anti-éblouissement et anti-reflets Les traitements de surface servent à combler les imperfections. Ils sont différents, n'ont pas la même fonction, et choisir le mauvais traitement – ou ne pas en discuter du tout – peut compromettre le bon fonctionnement d'un écran pourtant bien conçu. Cet article aborde la physique de ces deux traitements, les applications industrielles où chacun excelle, les paramètres quantitatifs à demander à votre fournisseur de panneaux, et les pièges qui prennent même les ingénieurs expérimentés au dépourvu.

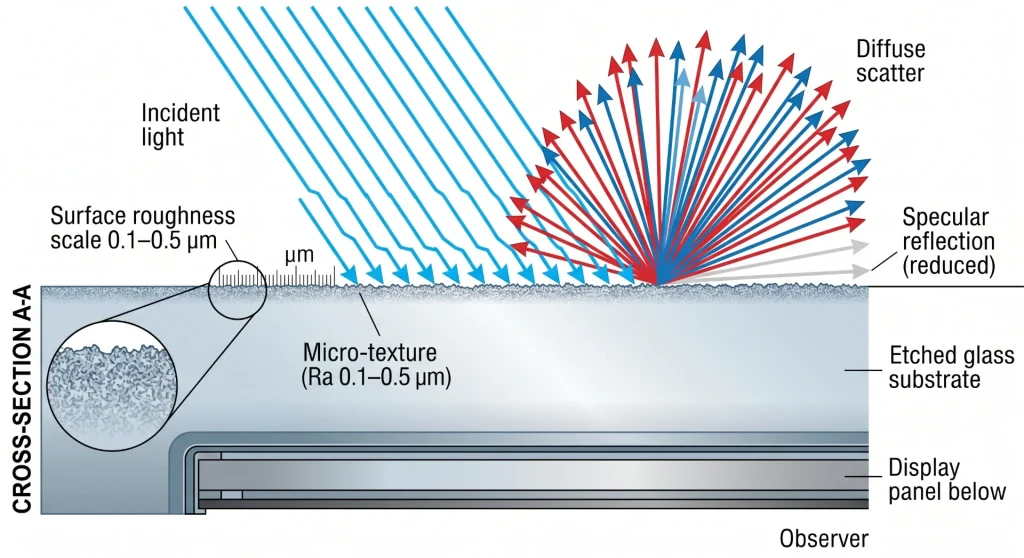
Définitions essentielles avant d'aller plus loin : le traitement antireflet (AG) diffuse la lumière incidente grâce à la microtexture de surface, transformant les réflexions spéculaires (miroir) en réflexions diffuses. Le traitement antireflet (AR) utilise l'interférence optique en couches minces pour annuler la lumière réfléchie à l'interface air-verre. Ces deux traitements s'attaquent au même problème sous des angles opposés, avec des compromis différents.
La physique — Pourquoi le verre réfléchit et comment y remédier
Le problème de la réflexion de Fresnel
Chaque interface air-verre réfléchit la lumière. Il ne s'agit pas d'un défaut de fabrication, mais d'un phénomène physique. Les équations de Fresnel le décrivent précisément : en incidence normale, la réflectance R à l'interface air-verre est donnée par R = ((nverre − nair) / (nverre + nair))², où n est l'indice de réfraction. Pour un verre sodocalcique standard (n ≈ 1,52), cela donne R ≈ 4,3 % par surface. Une lentille de protection en verre non traité possède deux surfaces (avant et arrière) ; ainsi, environ 8 à 9 % de la lumière incidente est réfléchie avant même d'atteindre l'écran LCD situé en dessous.
Dans un bureau avec un éclairage contrôlé de 300 à 500 lux, une réflectance de 4 % par surface est acceptable. En extérieur, sous un soleil direct de 50 000 à 100 000 lux, cette même réflectance de 4 % génère une luminance de surface de 2 000 à 4 000 cd/m², largement suffisante pour saturer un écran de 500 nits. Le calcul est sans appel : la luminosité seule ne suffit pas à garantir une bonne lisibilité en extérieur.
Comment fonctionne le traitement antireflet (AG) ?
Traitement anti-éblouissement Ce procédé crée une surface micro-texturée sur le verre, généralement par gravure chimique (les procédés à base d'acide fluorhydrique sont courants en production, bien que certains fabricants utilisent un revêtement de particules de silice). La rugosité est généralement comprise entre 0,1 et 0,5 μm Ra. Cette texture diffuse la lumière incidente dans de multiples directions au lieu de la réfléchir de manière focalisée.
Le paramètre clé est brume Le voile correspond au pourcentage de lumière transmise qui s'écarte de plus de 2,5° de l'axe de transmission direct. Les traitements antireflets légers présentent des valeurs de voile de 5 à 15 %, tandis que les traitements antireflets intensifs atteignent 20 à 30 %. Un voile plus important réduit davantage l'éblouissement, mais entraîne également une plus grande diffusion de la lumière émise par l'écran, ce qui atténue la netteté de l'image et réduit le contraste effectif. C'est le compromis fondamental du traitement antireflet : réduire l'éblouissement en introduisant un flou contrôlé.
Comment fonctionne l'antireflet (AR)
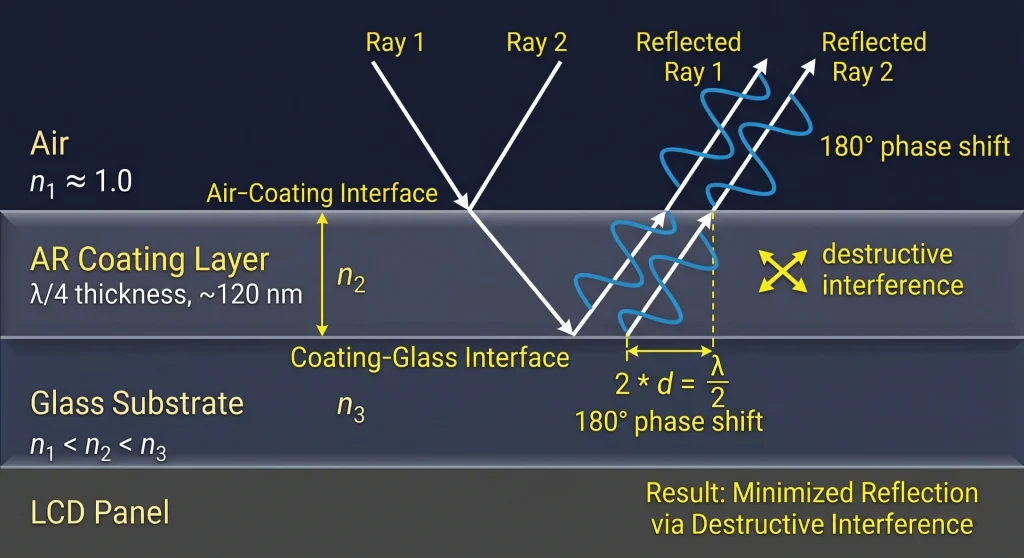
Revêtement antireflet Cette technique repose sur une approche fondamentalement différente : l’interférence optique en couches minces. Une monocouche de MgF₂ d’une épaisseur optique d’un quart de longueur d’onde (λ/4, soit environ 100 à 140 nm pour la lumière visible) génère une réflexion à la surface du revêtement déphasée de 180° par rapport à la réflexion sur la surface de verre sous-jacente. Ces deux réflexions s’annulent mutuellement (interférence destructive), réduisant ainsi la réflectance d’environ 4 % à 1 ou 2 % pour un revêtement antireflet monocouche.
Les revêtements antireflets multicouches (généralement composés de 4 à 7 couches alternées de matériaux à indices de réfraction élevés et faibles, déposées par dépôt physique en phase vapeur ou par pulvérisation cathodique) permettent de réduire la réflectance à moins de 0,5 % et de maintenir cette performance sur une large gamme de longueurs d'onde couvrant l'ensemble du spectre visible. Il en résulte une surface d'apparence quasi parfaitement transparente : les couleurs de l'écran sont vives et fidèles, et la réflexion est pratiquement imperceptible sous un éclairage normal. L'amélioration de la transmittance est réelle et mesurable : un verre traité antireflet multicouche peut atteindre une transmittance supérieure à 99 %, contre environ 92 % pour un verre non traité.
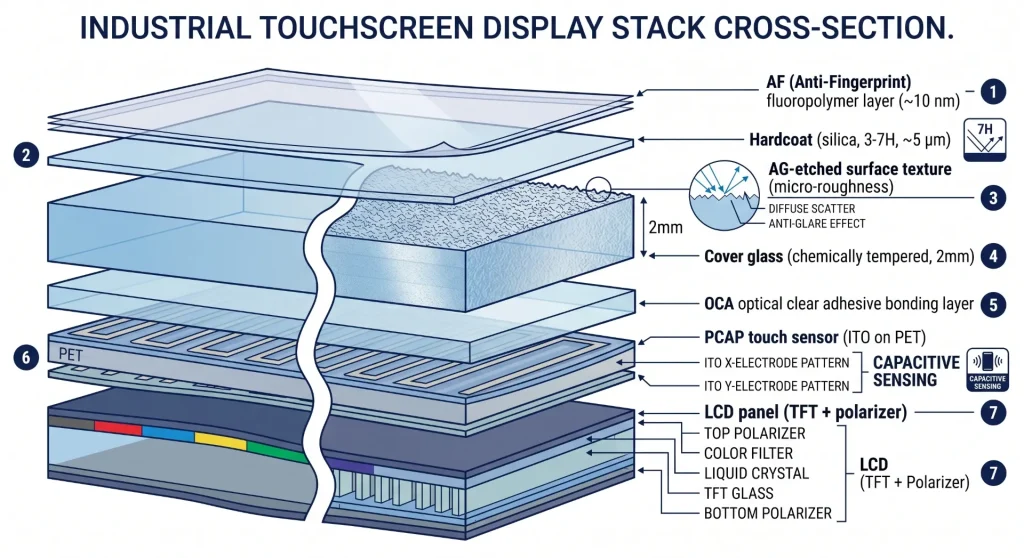
L'inconvénient majeur réside dans leur fragilité mécanique. Les revêtements antireflets sont fins et relativement tendres comparés au substrat en verre. Ils sont sensibles à l'abrasion, aux solvants de nettoyage et aux embruns salins. Dans la plupart des applications industrielles, les revêtements antireflets sont spécifiés conjointement à un revêtement dur (une couche de finition à base de silice résistante aux rayures, généralement d'une dureté équivalente à celle d'un crayon de 3 à 7H) et parfois un AF (anti-empreintes digitales) Couche supérieure en fluoropolymère pour limiter les traces de doigts sur les écrans tactiles.
Options de traitement de surface — Paramètres et leur signification
Avant de demander à un fournisseur de panneaux quels traitements de surface il propose, il est utile de savoir quels paramètres demander. La fiche technique ne mentionne souvent qu'un seul chiffre (« antireflet » ou « revêtement AR ») sans les données justificatives permettant de déterminer si le traitement convient à votre application.
Les paramètres qu'il convient de spécifier explicitement sont : Brume (%) — l’intensité de diffusion pour les surfaces AG ; Brillance (GU, unités de brillance) — mesuré à une incidence de 60°, inversement proportionnel à la brume ; Réflectance (%) — réflectance totale incluant les composantes spéculaire et diffuse ; Transmittance (%) — quelle quantité de lumière émise par l'écran traverse la vitre de protection et parvient à l'observateur ; et
Dureté de surface — Indice de dureté du crayon, essentiel pour sa durabilité en milieu industriel.
Quelques points de ce tableau méritent d'être soulignés. Notez que la gravure AG épaisse et le revêtement AR multicouche représentent les deux extrêmes du spectre : la gravure AG épaisse maximise la diffusion de l'éblouissement, mais au détriment de la transmittance et de la netteté de l'image ; le revêtement AR multicouche maximise la transmittance et la clarté, mais n'offre aucune protection contre la diffusion de la lumière provenant de sources ponctuelles intenses (un tube fluorescent nu à 45° produira toujours une réflexion faible mais visible sur une surface uniquement traitée AR). AG + AR combinés Cette option tente de combiner les avantages des deux traitements, mais elle ajoute une complexité et un coût de fabrication importants — généralement 2 à 3 fois le prix de chaque traitement pris individuellement.
Traitement anti-éblouissement ou anti-reflets : quand utiliser lequel ?
L'environnement lumineux est le principal facteur de décision.
Le facteur le plus important dans le choix entre AG et AR est la nature de la source lumineuse dominante dans l'environnement de déploiement. Le traitement AG est le plus efficace contre lumière ambiante répartie Ciel couvert, éclairage fluorescent au sol, panneaux LED suspendus : ces sources lumineuses diffusent la lumière selon un large angle, créant un éblouissement diffus sur une surface brillante. La diffusion AG atténue précisément ce type d’éblouissement.
En revanche, le revêtement AR est surtout efficace contre réflexions de source ponctuelle Dans des environnements contrôlés — comme la lumière d'une intervention chirurgicale se reflétant sur un écran médical, ou une simple ampoule nue créant un point chaud sur un terminal industriel dans une pièce sombre —, la géométrie étroite de la réflexion permet à l'interférence destructive (AR) de l'éliminer plus efficacement que la diffusion (AG). Cependant, l'AR est inefficace contre l'éblouissement du ciel extérieur : un écran multicouche traité AR, exposé en plein soleil, affichera toujours les reflets du ciel, car l'intensité lumineuse, provenant de toutes les directions simultanément, dépasse le mécanisme d'interférence.
L'interface tactile change la donne
Si l'écran est doté d'une dalle tactile capacitive projetée (PCAP) ou résistive placée devant la vitre de protection, les options de traitement de surface diffèrent. Un traitement anti-gravure (AG) intensif de la surface tactile crée une texture rugueuse qui peut affecter la sensibilité tactile et l'usure de la dalle. Plus important encore, un revêtement anti-traces de doigts (AF) devient quasiment indispensable : un écran tactile sans traitement AF, dans un environnement public ou agroalimentaire, accumulera les traces de doigts et les sébums, ce qui peut accroître les reflets en créant un film réfléchissant irrégulier à sa surface.
La séquence d'ingénierie d'une interface homme-machine à écran tactile avec des exigences de lisibilité élevées se déroule généralement comme suit : Gravure AG sur la surface extérieure de la vitre de protection (voile léger à modéré, 10 à 20 %), suivi de revêtement dur pour protéger la surface gravée, puis fluoropolymère AF La couche anti-traces de doigts est la plus externe. Le revêtement AR est généralement omis des écrans tactiles dans les environnements industriels sales car il nécessite un entretien trop rigoureux pour rester efficace.
Le facteur de liaison optique
Liage optique Ce point mérite d'être souligné car il influe considérablement sur les décisions relatives à l'AG et à l'AR. Dans un écran standard, un espace d'air sépare la vitre de protection du capteur tactile ou de la dalle. Cet espace génère des réflexions de Fresnel supplémentaires (4 % par interface) et un effet de canalisation de la lumière qui diffuse la lumière ambiante, réduisant ainsi le contraste. Le collage optique comble cet espace avec un adhésif optiquement transparent (OCA) ou une résine optiquement transparente (OCR), éliminant ainsi totalement les interfaces d'air.
L'amélioration de la lisibilité obtenue grâce au collage optique peut être spectaculaire : un gain de contraste de 2 à 3 fois en conditions de forte luminosité ambiante est fréquemment constaté, car les réflexions internes sont éliminées à la source. Pour les applications extérieures et en forte luminosité ambiante, le collage optique est souvent plus performant qu'un simple traitement de surface. En pratique, avant d'opter pour un traitement antireflet intensif pour lutter contre l'éblouissement extérieur, il convient d'examiner si le collage optique, combiné à un traitement antireflet modéré, ne permettrait pas d'obtenir une meilleure qualité d'image à un coût comparable, voire inférieur.
Note sur les coûts basée sur l'expérience : le collage optique ajoute généralement de 15 à 50 USD par unité à un assemblage d'écran personnalisé, selon sa taille (4–10 pouces (plage). Un revêtement AR multicouche complet sur un panneau de 7 pouces peut coûter entre 20 et 40 $ par unité. Un décapage AG intensif ajoute généralement entre 3 et 10 $. Pour les commandes industrielles en grand volume, ces coûts diminuent considérablement ; demandez toujours des tarifs dégressifs à votre fournisseur avant de passer commande. finalisation Spécifications du traitement de surface.
Produits associés : kadidisplay.com/product_category/displays-tft-lcd/”>Modules LCD TFT industriels haute luminosité — Écrans Kadi — Modules LCD TFT lisibles en plein soleil de 4,3 à 10,1 pouces avec surface AG en option, collage optique et technologie tactile PCAP. Large plage de températures de fonctionnement et niveaux de luminosité personnalisables jusqu'à 1 500 nits.
Guide de sélection scénario par scénario
Dans la conception d'écrans industriels, la plupart des décisions relatives au traitement de surface se résument à quelques scénarios d'utilisation récurrents. Le tableau ci-dessous associe les plus courants à une stratégie de traitement recommandée, accompagnée d'explications et de mises en garde spécifiques.

Durabilité, entretien et performances à long terme
Gravure AG — Comportement à long terme
Le dépolissage chimique AG crée une texture de surface permanente. Comme il s'agit de verre et non d'un revêtement, il ne s'écaille pas et ne se dégrade pas avec le temps, contrairement aux revêtements appliqués. La principale préoccupation concernant la durabilité du verre dépoli AG est l'abrasion : les micro-aspérités de la texture de surface sont mécaniquement vulnérables aux essuyages répétés, notamment avec des chiffons de nettoyage abrasifs ou dans des environnements poussiéreux (copeaux de meulage de métaux, silice dans les mines, ciment sur les chantiers). Essuyer une surface fortement dépolie AG avec un chiffon industriel sec lisse progressivement les aspérités et réduit le voile au fil des mois d'utilisation ; l'effet antireflet diminue graduellement.
La solution pratique consiste à utiliser un verre trempé chimiquement (généralement du Corning Gorilla Glass ou équivalent) comme substrat, présentant une dureté superficielle minimale de 7H (dureté crayon) après gravure. Dans les environnements exposés à des particules abrasives, l'application d'une couche dure après gravure permet de récupérer une partie de la dureté superficielle tout en préservant la majeure partie du voile.
Revêtement AR — Exigences de maintenance critiques
revêtements AR Les traitements antireflets (AR) sont les plus sensibles à l'entretien parmi les solutions d'affichage industriel. Un empilement multicouche correctement appliqué n'est pas fragile : les revêtements AR déposés par PVD sur des substrats en verre conformes aux spécifications peuvent réussir des tests de brouillard salin de 1 000 heures et des tests d'abrasion Taber à une dureté de 4H. Cependant, ils sont extrêmement sensibles à un nettoyage inadéquat. Les liquides de nettoyage à forte concentration d'alcool (> 70 % d'IPA) ou les solvants à base de cétone peuvent dégrader progressivement certaines compositions chimiques des revêtements AR. Un essuyage abrasif sur des surfaces AR poussiéreuses crée des rayures microscopiques qui se manifestent par un voile laiteux impossible à faire disparaître. Le revêtement ne s'autorépare pas.
Consignes d'utilisation pour les écrans à revêtement antireflet : toujours nettoyer avec un chiffon doux en microfibre imbibé d'eau ou d'une solution diluée d'alcool isopropylique à moins de 50 %. Ne jamais essuyer à sec. Dans les environnements où l'écran est fréquemment manipulé, l'utilisation d'un revêtement antireflet sans couche de protection dure est déconseillée, quelles que soient les indications de dureté du crayon mentionnées dans la fiche technique.
Certifications environnementales à rechercher
Lors de l'évaluation de la durabilité des traitements de surface pour les applications industrielles, quatre certifications environnementales sont particulièrement pertinentes. IP65/IP67 L'étanchéité indique que l'ensemble du panneau est protégé contre la pénétration de poussière et les jets d'eau — ceci est important car le nettoyage de l'écran avec un tuyau d'arrosage est courant dans la transformation alimentaire et les applications de kiosques extérieurs. Note IK (protection contre les chocs) vous indique la résistance aux chocs mécaniques de l'ensemble de verre de couverture — IK08 (5 J) est typique pour la plupart des IHM industrielles ; IK10 (20 J) est nécessaire pour les installations exposées résistantes au vandalisme. MIL-STD-810 Couvre les chocs thermiques, les vibrations et les cycles d'humidité pour les applications militaires et embarquées. REACH/RoHS La conformité est importante si le produit est vendu sur les marchés européens — certaines formulations chimiques de revêtement AR plus anciennes contenaient des substances réglementées.
Explorer: kadidisplay.com/product_category/displays-monitor/”>Moniteurs d'affichage industriels — Kadi Display — Gamme d'écrans de 8 à 21 pouces avec certification de résistance aux températures extrêmes, surface AG en option, collage optique et façades avant IP65. Convient aux environnements industriels, aux bornes interactives extérieures et aux applications embarquées sur véhicules.
Spécification du traitement de surface — Les questions à poser à votre fournisseur
Des spécifications de traitement de surface imprécises engendrent des problèmes en fin de cycle de développement produit, généralement lors de la qualification ou du premier déploiement pilote. La liste de questions suivante vous permettra d'établir des spécifications précises avant de valider un échantillon.
Quelle est la valeur de la brume (%) et selon quelle norme de test ? La norme ASTM D1003 est la plus courante ; demandez la valeur mesurée réelle, et non pas seulement ‘AG’.
Quel est le taux de réflectance totale (%) en incidence normale ? Demandez les composantes spéculaires et diffuses si elles sont disponibles.
Quel est le taux de transmittance (%) aux longueurs d'onde pertinentes pour votre application ? La bande visible large (400–700 nm) est la norme ; la transparence aux UV ou aux IR peut être importante pour certaines applications de détection.
Quelle est la dureté de surface (dureté au crayon ou Vickers) ? Pour une utilisation industrielle, spécifier un délai minimum de 4 heures après l'application de tout revêtement.
Quels produits de nettoyage sont compatibles avec le traitement de surface ? Demandez le document décrivant le protocole de nettoyage, pas une assurance verbale.
Le collage optique est-il possible, et quel matériau OCA/OCR est utilisé ? L'OCA à base d'acrylique est la norme ; l'OCR à base de silicone est préféré pour les applications à large plage de températures (−40 °C).
Quels tests de durabilité ce traitement de surface a-t-il réussis ? Demandez des rapports de tests concrets, pas seulement des affirmations.
Exigences d'affichage personnalisées ? kadidisplay.com/product_category/customized-display/>Kadi Display — Solutions d'affichage personnalisées — Projets d'écrans personnalisés OEM/ODM : spécifications du traitement de surface, intégration du collage optique et niveaux de luminosité personnalisés. Assistance technique pour le choix du voile AG, du verre de protection IK et de l'étanchéité environnementale.
Résumé — Cadre de décision
Le choix du traitement de surface n'est pas une décision purement esthétique. Il influe directement sur la capacité d'un opérateur à lire des informations critiques dans les conditions d'éclairage ambiant auxquelles l'appareil sera réellement exposé sur le terrain — conditions presque toujours moins favorables que celles du laboratoire où le prototype a été évalué.
Le chemin le plus court vers la bonne réponse : caractériser Commencez par votre source de lumière principale. La lumière est-elle diffuse (ciel extérieur, éclairage fluorescent industriel) ? Dans ce cas, optez pour une gravure antireflet (AG) par défaut et ajustez le voile en fonction de son intensité. S'agit-il d'une source ponctuelle dans un environnement contrôlé (lumière chirurgicale, studio, inspection de précision) ? Un revêtement antireflet (AR) est la solution. L'écran sera-t-il fréquemment manipulé dans un environnement public ou salissant ? Un revêtement anti-reflet (AF) est indispensable. Dans une application à forte luminosité ambiante, la dalle est-elle séparée de la vitre de protection par un espace d'air ? Évaluez le collage optique avant d'opter pour une gravure antireflet plus épaisse.
Une décision presque toujours judicieuse : demandez à votre fournisseur d’écrans de vous envoyer des échantillons présentant au moins deux niveaux de voile avant de passer commande. Le voile est un paramètre qu’il faut observer et évaluer sous l’éclairage réel de votre installation, et non pas se fier à une fiche technique. Une évaluation de 10 minutes sous un véritable luminaire fluorescent ou en plein soleil vous en apprendra davantage que n’importe quel tableau de données.
Découvrez la gamme complète d'écrans TFT LCD et de moniteurs industriels de Kadi Display, notamment les panneaux gravés AG, les modules haute luminosité lisibles en plein soleil, les assemblages à collage optique et les options de traitement de surface personnalisées, sur kadidisplay.comDemandes de renseignements techniques et consultation pour les projets des équipementiers : Sales@sz-kadi.com
Avertissement : Les spécifications optiques citées dans cet article (réflectance de Fresnel, transmittance, valeurs de voile) proviennent de références physiques publiques et de fiches techniques industrielles générales et sont fournies à titre indicatif. Les spécifications réelles des produits varient selon le fabricant et le lot. Toutes les marques citées appartiennent à leurs propriétaires respectifs. Les prix indiqués ne sont que des fourchettes de prix indicatives et ne représentent pas les tarifs d’un fournisseur en particulier. Veuillez vérifier toutes les spécifications auprès du fournisseur de panneaux que vous avez choisi avant de vous engager dans un projet.
Avertissement : Les spécifications optiques citées dans cet article (réflectance de Fresnel, transmittance, valeurs de voile) proviennent de références physiques publiques et de fiches techniques industrielles générales et sont fournies à titre indicatif. Les spécifications réelles des produits varient selon le fabricant et le lot. Toutes les marques citées appartiennent à leurs propriétaires respectifs. Les prix indiqués ne sont que des fourchettes de prix indicatives et ne représentent pas les tarifs d’un fournisseur en particulier. Veuillez vérifier toutes les spécifications auprès du fournisseur de panneaux que vous avez choisi avant de vous engager dans un projet.
Précédent
« Plus lumineux, c’est mieux » : le plus grand mythe en matière de choix d’écrans industriels
Suivant
Guide de sélection de l'interface d'affichage
Laisser un commentaire

Derniers blogs et nouvelles
- LCD Ribbon Cable Connector Guide: How to Specify ZIF, FFC/FPC, Pitch, and Contact Direction
- MIPI DSI Display Bring-Up Checklist: Eight Evidence Gates
- MIPI DSI LCD Platform Selection Guide: Match the Panel to the Host
- Common ZIF Connector Problems in Industrial Touchscreens and How to Fix Them
- ESP32-S3 RGB Display with GT911 and LVGL: A Practical Guide for Kiosk and HMI Applications