Antireflectie- en verblindingscoating voor industriële displays
2026-05-03
11:35
Antireflectie- en verblindingscoating voor industriële displays
Hoe kies je de juiste oppervlaktebehandeling voor jouw specifieke industriële toepassing?
Door het technische team van Kadi Display | www.kadidisplay.com
Het probleem waar niemand het over heeft in de specificatiefase.
Hier is een scenario dat vaker voorkomt dan zou moeten. Een ingenieur besteedt weken aan het selecteren van de juiste paneelgrootte, resolutie en interface voor een nieuwe ticketterminal voor buiten. Ze brengen het apparaat naar de testlocatie en op de eerste zonnige middag is het scherm volledig onleesbaar. Niet omdat de helderheid te laag was – hoewel dat ook een rol speelt – maar omdat het glazen oppervlak de lucht als een spiegel terugkaatste naar de gebruiker. De specificaties van het paneel zagen er op papier prima uit. De oppervlaktebehandeling was nooit besproken.
Dit is de praktische kloof die anti-verblinding en anti-reflectie Oppervlaktebehandelingen bestaan om oneffenheden op te vullen. Ze zijn niet hetzelfde, ze vervullen niet dezelfde functie, en de verkeerde keuze maken – of het gesprek erover helemaal overslaan – kan ervoor zorgen dat een verder goed ontworpen beeldschermproduct in de praktijk niet goed functioneert. Dit artikel behandelt de fysica van beide behandelingen, de industriële scenario's waarin elk uitblinkt, de kwantitatieve parameters die u aan uw paneelleverancier moet vragen en de valkuilen waar zelfs ervaren engineers in terechtkomen.

Voordat we verder gaan, eerst een paar belangrijke definities: Anti-Glare (AG) werkt door invallend licht te verstrooien via de microstructuur van het oppervlak, waardoor spiegelende reflecties worden omgezet in diffuse reflecties. Anti-Reflection (AR) werkt door optische dunnefilminterferentie te gebruiken om gereflecteerd licht op het grensvlak tussen lucht en glas te neutraliseren. Ze pakken hetzelfde probleem vanuit tegengestelde invalshoeken aan, met verschillende compromissen.
De natuurkunde — Waarom glas reflecteert en wat je eraan kunt doen
Het Fresnel-reflectieprobleem
Elke lucht-glasinterface reflecteert licht. Dit is geen fabricagefout, maar natuurkunde. De Fresnel-vergelijkingen beschrijven dit nauwkeurig: bij normale invalshoek wordt de reflectiecoëfficiënt R aan een lucht-glasgrens gegeven door R = ((nglas − nlucht) / (nglas + nlucht))², waarbij n de brekingsindex is. Voor standaard soda-kalkglas met n ≈ 1,52 geeft dit R ≈ 4,3% per oppervlak. Een onbehandelde glazen afdeklens heeft twee oppervlakken (voor- en achterkant), waardoor ongeveer 8-9% van het invallende licht wordt gereflecteerd voordat het het onderliggende LCD-paneel bereikt.
In een kantooromgeving met gecontroleerde verlichting van 300-500 lux is een reflectie van 4% per oppervlak acceptabel. In een buitenomgeving met direct zonlicht van 50.000-100.000 lux genereert diezelfde 4% reflectie een oppervlaktehelderheid van 2.000-4.000 cd/m², wat een beeldscherm met een helderheid van 500 nit ruimschoots overbelast. De berekening maakt het probleem duidelijk: leesbaarheid buitenshuis kan niet alleen met helderheid worden opgelost.
Hoe werkt anti-verblinding (AG)?
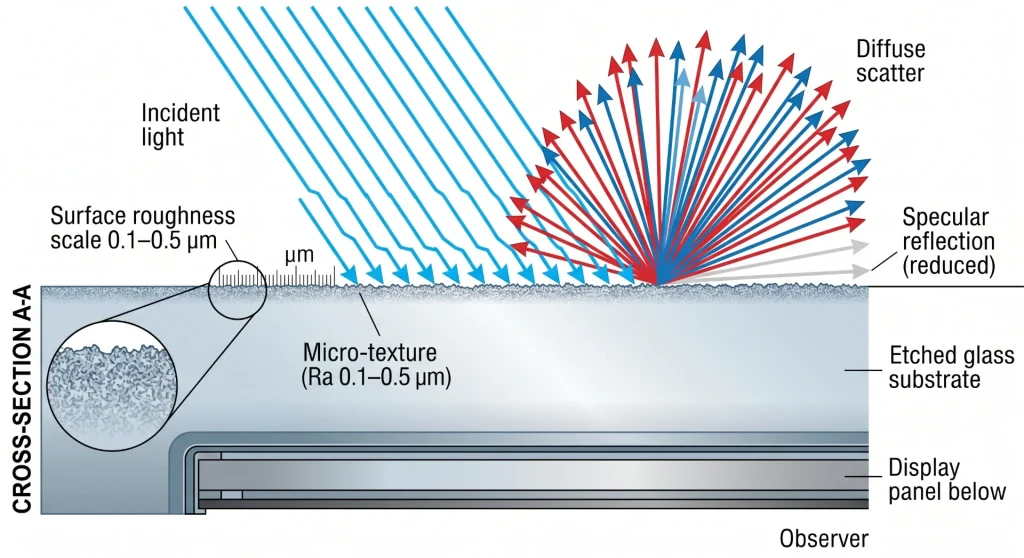
Antireflectiebehandeling Dit creëert een microgestructureerd oppervlak op het glas, meestal door middel van chemisch etsen (processen op basis van fluorwaterstofzuur worden veel gebruikt in de productie, hoewel sommige fabrikanten silicadeeltjescoating als alternatief gebruiken). De ruwheidsschaal ligt doorgaans in het bereik van 0,1–0,5 μm Ra. Deze textuur verstrooit binnenkomend licht in meerdere richtingen in plaats van het als een gefocuste reflectie terug te kaatsen.
De belangrijkste parameter is nevel — het percentage doorgelaten licht dat meer dan 2,5° afwijkt van de directe transmissieas. Lichte AG-coatings hebben waaswaarden van 5-15%; zware AG-behandelingen gaan tot 20-30%. Een hogere waaswaarde betekent een sterkere vermindering van verblinding, maar ook meer verstrooiing van het eigen licht van het scherm, wat de beeldscherpte vermindert en het effectieve contrast verlaagt. Dit is de fundamentele afweging bij een AG-behandeling: je vermindert verblinding door gecontroleerde onscherpte te introduceren.
Hoe antireflectie (AR) werkt
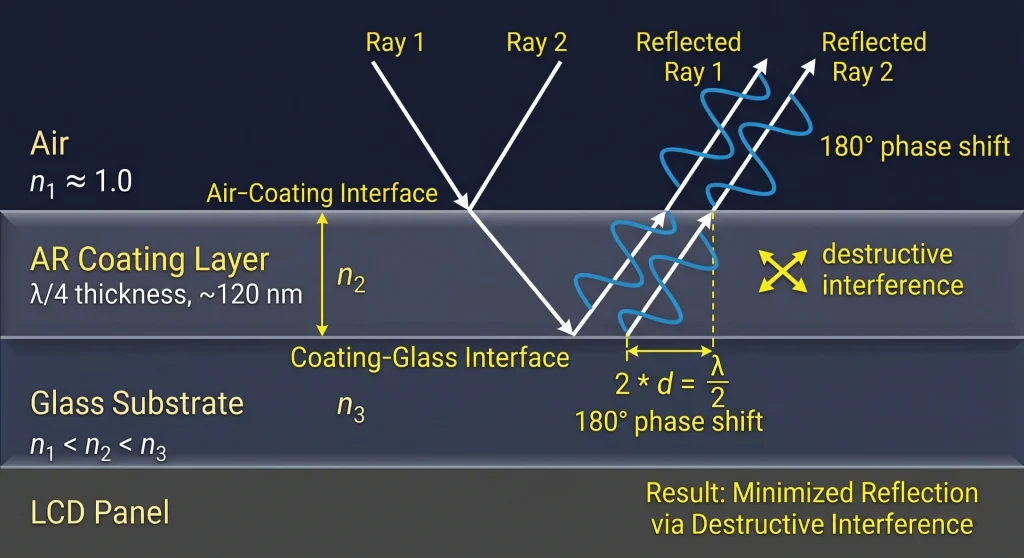
Antireflectiecoating Het maakt gebruik van een fundamenteel andere aanpak: optische interferentie in dunne films. Een enkele MgF₂-laag met een optische dikte van een kwart golflengte (λ/4, ruwweg 100-140 nm voor zichtbaar licht) creëert een reflectie van het coatingoppervlak die 180° uit fase is met de reflectie van het glasoppervlak eronder. Deze twee reflecties heffen elkaar op – ze interfereren destructief – waardoor de reflectie daalt van ~4% naar ongeveer 1-2% voor een enkellaags antireflectiecoating.
Meerlaagse antireflectiecoatings (doorgaans 4-7 lagen van afwisselende materialen met een hoge en lage brekingsindex, aangebracht via fysische dampafzetting of sputteren) kunnen de reflectie onder de 0,5% brengen en deze prestatie behouden over een breed golflengtebereik dat het volledige zichtbare spectrum bestrijkt. Het resultaat is een oppervlak dat bijna perfect transparant lijkt: de kleuren van het scherm lijken levendig en onvervaagd, en er is vrijwel geen zichtbare reflectie onder normale verlichting. De verbetering van de lichtdoorlatendheid is reëel en meetbaar: meerlaags AR-gecoat glas kan een lichtdoorlatendheid van > 99% bereiken, vergeleken met ongeveer 92% voor onbehandeld glas.
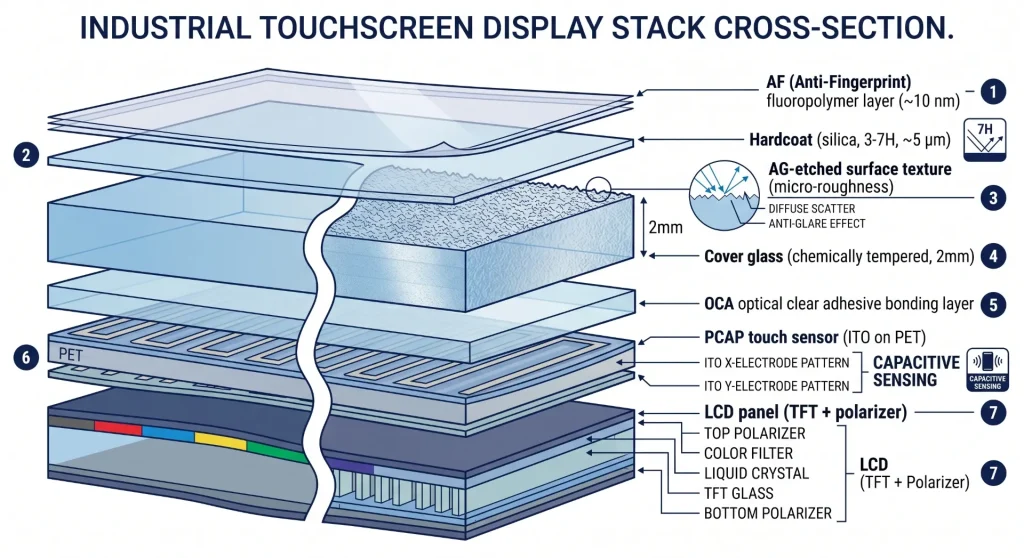
Het nadeel is de mechanische kwetsbaarheid. AR-coatings zijn dun en relatief zacht in vergelijking met het glazen substraat. Ze zijn gevoelig voor slijtage, reinigingsmiddelen en zoutnevel. In de meeste industriële toepassingen worden AR-coatings gespecificeerd in combinatie met een harde laag (een krasbestendige, op silica gebaseerde coating, doorgaans met een potloodhardheid van 3-7H) en soms een AF (anti-vingerafdruk) Fluorpolymeer toplaag om vlekken op touchscreens te voorkomen.
Opties voor oppervlaktebehandeling — Parameters en hun betekenis
Voordat u een paneelleverancier vraagt welke oppervlaktebehandelingen zij aanbieden, is het handig om te weten welke parameters u moet aanvragen. Op het specificatieblad staat vaak slechts één getal ('anti-reflectie' of 'AR-coating') zonder de bijbehorende gegevens die aangeven of het geschikt is voor uw toepassing.
De parameters die het waard zijn om expliciet te specificeren zijn: Haze (%) — de diffusie-intensiteit voor AG-oppervlakken; Glans (GU, glanseenheden) — gemeten bij een invalshoek van 60°, omgekeerd evenredig met de waas; Reflectie (%) — totale reflectie inclusief zowel spiegelende als diffuse componenten; Transmissie (%) — hoeveel van het eigen licht van het scherm door het afdekglas heen de waarnemer bereikt; en
Oppervlaktehaardheid — hardheidsgraad van het potlood, cruciaal voor duurzaamheid in industriële omgevingen.
Een paar dingen in die tabel verdienen extra aandacht. Merk op dat zware AG-etsing en meerlaagse AR-coating de uitersten van het spectrum vertegenwoordigen: zware AG maximaliseert de reflectieverstrooiing, maar vermindert de lichtdoorlatendheid en beeldscherpte; meerlaagse AR maximaliseert de lichtdoorlatendheid en helderheid, maar biedt geen bescherming tegen verstrooiing door heldere puntbronnen (een onbedekte TL-buis onder een hoek van 45° zal nog steeds een zwakke, maar zichtbare reflectie produceren op een oppervlak met alleen AR). AG + AR gecombineerd Deze optie probeert de voordelen van beide te benutten, maar voegt aanzienlijk meer complexiteit en kosten toe aan de productie – doorgaans 2 tot 3 keer de prijs van elk van beide behandelingen afzonderlijk.
Antiverblinding versus antireflectie: wanneer gebruik je welke?
De lichtomstandigheden zijn de belangrijkste factor bij de beslissing.
De belangrijkste variabele bij de keuze tussen AG en AR is de aard van de dominante lichtbron in de implementatieomgeving. AG-behandeling is het meest effectief tegen verspreid omgevingslicht — bewolkte lucht, TL-verlichting in de fabriekshal, LED-panelen boven het hoofd. Deze lichtbronnen schijnen vanuit een brede hoek, waardoor er een diffuse schittering over een groot oppervlak ontstaat op een glanzend oppervlak. AG-verstrooiing verstoort precies dit type schittering.
AR-coating is daarentegen het meest effectief tegen puntbronreflecties In gecontroleerde omgevingen – bijvoorbeeld het procedurelicht van een operatiekamer dat reflecteert op een medisch scherm, of een enkele lamp die een hotspot creëert op een industriële terminal in een donkere ruimte – zorgt de smalle geometrie van de reflectie ervoor dat destructieve interferentie (AR) deze vollediger elimineert dan verstrooiing (AG) ooit zou kunnen. Maar AR doet niets tegen verblinding door een brede hemel buiten – een scherm met een meerlaagse AR-coating dat in direct zonlicht staat, zal nog steeds reflecties van de hemel vertonen, omdat de lichtintensiteit het interferentiemechanisme overweldigt en vanuit alle richtingen tegelijk komt.
De touchscreen-interface verandert de situatie volledig.
Als het scherm een geprojecteerd capacitief (PCAP) of resistief touchscreen voor het afdekglas heeft, veranderen de mogelijkheden voor de oppervlaktebehandeling enigszins. Een sterke anti-aanraaketsing op een aanraakoppervlak creëert een ruwe textuur die de aanraakgevoeligheid en slijtage van de aanraaklaag kan beïnvloeden. Nog belangrijker is dat een anti-vingerafdrukcoating (AF-coating) bijna onmisbaar wordt: een touchscreen zonder AF-behandeling in een omgeving met publiekscontact of voedselverwerking zal vingerafdrukken en oliën verzamelen die de effectieve reflectie zelfs kunnen versterken door een onregelmatige reflecterende laag op het oppervlak te vormen.
De engineeringprocedure voor een touchscreen HMI met hoge leesbaarheidseisen verloopt doorgaans als volgt: AG-etsen op het buitenoppervlak van het dekglas (licht tot matig, 10-20% waas), gevolgd door harde laag om het geëtste oppervlak te beschermen, vervolgens AF-fluorpolymeer Als buitenste laag dient het om vingerafdrukken te absorberen. Een antireflectiecoating wordt meestal weggelaten bij touchscreens in vuile industriële omgevingen, omdat het te veel onderhoud vereist om effectief te blijven.
De optische bindingsfactor
Optische binding Dit verdient hier een aparte vermelding omdat het een aanzienlijke invloed heeft op zowel AG- als AR-beslissingen. In een standaard displayassemblage bevindt zich een luchtspleet tussen het afdekglas en de aanraaksensor of het displaypaneel. Deze luchtspleet creëert extra Fresnel-reflecties (nog eens 4% per interface) en een lichtgeleidingseffect dat omgevingslicht door de spleet verspreidt, waardoor het contrast vervaagt. Optische bonding vult deze spleet met een transparante OCA (optisch heldere lijm) of OCR (optisch heldere hars), waardoor de luchtinterfaces volledig worden geëlimineerd.
De leesbaarheid kan aanzienlijk verbeteren door optische bonding — een verbetering van de contrastverhouding van 2 tot 3 keer in heldere omgevingsomstandigheden wordt vaak gerapporteerd, omdat interne reflecties bij de bron worden geëlimineerd. Voor toepassingen buitenshuis en bij veel omgevingslicht is optische bonding vaak effectiever dan alleen een oppervlaktebehandeling. De praktische implicatie: voordat u een zware antireflectiecoating toepast om verblinding buitenshuis tegen te gaan, overweeg dan of optische bonding in combinatie met een gematigde antireflectiecoating een betere beeldkwaliteit kan opleveren tegen vergelijkbare of lagere kosten.
Kostenindicatie op basis van praktijkervaring: Optische bonding voegt doorgaans $15–$50 USD per eenheid toe aan een op maat gemaakte displayassemblage, afhankelijk van de grootte (4–10 inch bereik). Een volledige meerlaagse AR-coating op een 7-inch paneel kan $20–$40 per stuk extra kosten. Alleen al het etsen van zware antireflectiecoatings kost doorgaans $3–$10 extra. Bij grote industriële bestellingen dalen deze kosten aanzienlijk – vraag daarom altijd naar volumekortingen bij uw leverancier voordat u bestelt. afronden de specificatie van de oppervlaktebehandeling.
Gerelateerde producten: kadidisplay.com/product_category/displays-tft-lcd/”>Industriële TFT LCD-modules met hoge helderheid — Kadi Display — Zonlichtleesbare TFT LCD-modules van 4,3 tot 10,1 inch met optioneel AG-oppervlak, optische bonding en PCAP-touch. Breed bedrijfstemperatuurbereik en aanpasbare helderheidsniveaus tot 1500 nit.
Scenario-voor-scenario selectiegids
De meeste beslissingen over oppervlaktebehandeling bij het ontwerpen van industriële displays komen neer op een handvol terugkerende implementatiescenario's. De onderstaande tabel koppelt de meest voorkomende scenario's aan een aanbevolen behandelingsstrategie, inclusief onderbouwing en specifieke aandachtspunten.

Duurzaamheid, onderhoud en prestaties op lange termijn
AG-etsen — Gedrag op lange termijn
Chemisch AG-etsen produceert een permanente oppervlaktestructuur — het is glas, geen coating, dus het bladdert niet af en degradeert niet na verloop van tijd zoals aangebrachte coatings dat wel kunnen. De grootste zorg met betrekking tot de duurzaamheid van AG-geëtst glas is slijtage: de micropieken van de oppervlaktestructuur zijn mechanisch kwetsbaar voor herhaaldelijk afvegen, vooral met schurende schoonmaakdoeken of in omgevingen met schurend stof (metaalslijpsel, silica in de mijnbouw, cement op bouwplaatsen). Het afvegen van een zwaar AG-oppervlak met een droge industriële doek maakt de pieken geleidelijk gladder en vermindert de waas na maandenlang gebruik — het antireflecterende effect neemt geleidelijk af.
De praktische oplossing is het specificeren van chemisch gehard glas (doorgaans Corning Gorilla Glass of een equivalent) als substraat, met een minimale oppervlaktehardheid van 7H potloodhardheid na etsen. In omgevingen met blootstelling aan schurende deeltjes herstelt het aanbrengen van een harde coating na het etsen een deel van de oppervlaktehardheid, terwijl de waaswaarde grotendeels behouden blijft.
AR-coating — Kritische onderhoudsvereisten
AR-coatings Antireflectiecoatings (AR-coatings) zijn de meest onderhoudsgevoelige oppervlaktebehandelingen in de gereedschapskist voor industriële displays. Een correct aangebrachte meerlaagse AR-laag is niet fragiel — PVD-afgezette AR-coatings op correct gespecificeerde glassubstraten kunnen 1000 uur durende zoutsproeitests en Taber-slijtagetests met een hardheid van 4H doorstaan — maar ze zijn wel erg gevoelig voor onjuiste reiniging. Reinigingsvloeistoffen met een hoge alcoholconcentratie (> 70% IPA) of oplosmiddelen op basis van ketonen kunnen de chemische samenstelling van sommige AR-coatings geleidelijk aantasten. Schurend afvegen op stoffige AR-oppervlakken veroorzaakt microscopische krasjes die zich manifesteren als een melkachtige waas die onmogelijk te herstellen is. De coating herstelt zichzelf niet.
Richtlijnen voor AR-gecoate schermen: reinig altijd met een zachte microvezeldoek bevochtigd met water of een milde isopropyloplossing met een concentratie lager dan 50%. Nooit droog afvegen. In omgevingen waar het scherm vaak wordt aangeraakt of gehanteerd, wordt een AR-coating zonder een harde beschermlaag afgeraden, ongeacht wat de specificaties over potloodhardheid aangeven.
Milieucertificaten om op te letten
Bij de beoordeling van de duurzaamheid van oppervlaktebehandelingen voor industriële toepassingen zijn vier milieucertificeringen bijzonder relevant. IP65/IP67 De afdichting geeft aan dat de paneelconstructie beschermd is tegen stof en waterstralen. Dit is belangrijk omdat het reinigen van het scherm met een waterslang gebruikelijk is in de voedingsindustrie en bij buitenkiosken. IK rating (Slagvastheid) geeft de mechanische slagvastheid van de afdekglasconstructie aan — IK08 (5 J) is typisch voor de meeste industriële HMI's; IK10 (20 J) is nodig voor vandalismebestendige installaties die aan de elementen zijn blootgesteld. MIL-STD-810 Dit product is geschikt voor thermische schokken, trillingen en vochtigheidswisselingen, en is toepasbaar in militaire en voertuiggebonden systemen. REACH/RoHS Naleving van regelgeving is belangrijk als het product op de Europese markt wordt verkocht; sommige oudere formules voor antireflectiecoatings bevatten verboden stoffen.
Ontdekken: kadidisplay.com/product_category/displays-monitor/”>Industriële beeldschermen — Kadi Display — Paneelmonitoren van 8 tot 21 inch met breed temperatuurbereikcertificering, optioneel AG-oppervlak, optische bonding en IP65-gecertificeerde frontranden. Geschikt voor fabriekshallen, buitenkiosken en voertuigmontage.
Oppervlaktebehandeling specificeren: de vragen die u aan uw leverancier moet stellen.
Vage specificaties voor oppervlaktebehandeling veroorzaken problemen laat in de productontwikkelingscyclus, meestal tijdens de kwalificatie of de eerste proefimplementatie. De volgende vragenlijst helpt u tot een precieze specificatie te komen voordat u een monster goedkeurt.
Wat is de waaswaarde (%) en volgens welke testnorm? ASTM D1003 is de meest gangbare norm; vraag naar de daadwerkelijk gemeten waarde, niet alleen naar "AG".
Wat is de totale reflectie (%) bij normale invalshoek? Vraag indien mogelijk om zowel de spiegelende als de diffuse componenten.
Wat is de transmissie (%) bij de golflengten die relevant zijn voor uw toepassing? Breedband zichtbaar licht (400-700 nm) is standaard; UV- of IR-transparantie kan van belang zijn voor sommige sensorapplicaties.
Wat is de oppervlaktehardheid (potloodhardheid of Vickers-hardheid)? Voor industrieel gebruik dient u na het aanbrengen van eventuele coatings minimaal 4 uur te wachten.
Welke reinigingsmiddelen zijn geschikt voor de oppervlaktebehandeling? Vraag om het document met het schoonmaakprotocol, niet om een mondelinge toezegging.
Is optische bonding mogelijk, en welk OCA/OCR-materiaal wordt hiervoor gebruikt? Acryl-gebaseerde OCA is de standaard; siliconen OCR heeft de voorkeur voor toepassingen bij een breed temperatuurbereik (−40 °C).
Welke duurzaamheidstests heeft deze oppervlaktebehandeling doorstaan? Vraag om daadwerkelijke testrapporten, niet alleen om beweringen.
Specifieke weergavevereisten? kadidisplay.com/product_category/customized-display/”>Kadi Display — Displayoplossingen op maat — OEM/ODM-projecten voor op maat gemaakte displays, inclusief specificatie van oppervlaktebehandeling, integratie van optische bonding en aangepaste helderheidsniveaus. Technische ondersteuning voor AG-waasselectie, IK-gecertificeerd afdekglas en omgevingsafdichting.
Samenvatting — Een besluitvormingskader
De keuze voor een bepaalde oppervlaktebehandeling is geen louter cosmetische beslissing. Het heeft direct invloed op de vraag of een gebruiker cruciale informatie kan aflezen onder de omgevingslichtomstandigheden die het apparaat in de praktijk zal tegenkomen – omstandigheden die bijna altijd slechter zijn dan de verlichting in het laboratorium waar het prototype is getest.
De kortste weg naar het juiste antwoord: karakteriseren Begin met de belangrijkste lichtbron. Is het een verspreide omgevingsbron (buitenlucht, TL-verlichting in een fabriek)? Kies dan standaard voor AG-etsen en kalibreer de waas op basis van de mate van waas. Is het een puntbron in een gecontroleerde omgeving (chirurgisch licht, studio, precisie-inspectie)? Dan is een AR-coating de oplossing. Wordt het scherm constant aangeraakt in een openbare of vuile omgeving? Dan is een AF-coating noodzakelijk. Is het paneel gescheiden van het afdekglas door een luchtspleet in een toepassing met veel omgevingslicht? Overweeg dan optische bonding voordat u kiest voor een intensievere AG-etsing.
Een beslissing die zich vrijwel altijd uitbetaalt: vraag uw leverancier om monsters van minstens twee waasniveaus voordat u een definitieve keuze maakt. Waas is een parameter die u moet zien en beoordelen onder de daadwerkelijke verlichting van uw installatie, en niet aflezen van een specificatieblad. Een evaluatie van 10 minuten onder een echte TL-armatuur of in zonlicht vertelt u meer dan welke tabel dan ook.
Bekijk het volledige assortiment industriële TFT LCD- en monitorproducten van Kadi Display, waaronder AG-geëtste panelen, modules met hoge helderheid die leesbaar zijn in zonlicht, optisch gebonden assemblages en opties voor oppervlaktebehandeling op maat. kadidisplay.comTechnische vragen en projectconsultatie met OEM's: Sales@sz-kadi.com
Disclaimer: De optische specificaties die in dit artikel worden genoemd (Fresnel-reflectie, transmissie, waaswaarden) zijn afkomstig uit openbare natuurkundige bronnen en algemene industriële datasheets en dienen uitsluitend ter illustratie. De werkelijke productspecificaties variëren per fabrikant en batch. Alle merknamen behoren toe aan hun respectievelijke eigenaren. De prijsindicaties zijn slechts indicatieve marktbereiken en vertegenwoordigen niet de prijs van een specifieke leverancier. Controleer alle specificaties met uw gekozen paneelleverancier voordat u een ontwerp definitief vastlegt.
Disclaimer: De optische specificaties die in dit artikel worden genoemd (Fresnel-reflectie, transmissie, waaswaarden) zijn afkomstig uit openbare natuurkundige bronnen en algemene industriële datasheets en dienen uitsluitend ter illustratie. De werkelijke productspecificaties variëren per fabrikant en batch. Alle merknamen behoren toe aan hun respectievelijke eigenaren. De prijsindicaties zijn slechts indicatieve marktbereiken en vertegenwoordigen niet de prijs van een specifieke leverancier. Controleer alle specificaties met uw gekozen paneelleverancier voordat u een ontwerp definitief vastlegt.
Voorgaande
"Helder is beter" is de grootste mythe bij de selectie van industriële displays.
Volgende
Handleiding voor het selecteren van een beeldscherminterface
Laat een reactie achter

Laatste Blog & Nieuws
- LCD Ribbon Cable Connector Guide: How to Specify ZIF, FFC/FPC, Pitch, and Contact Direction
- MIPI DSI Display Bring-Up Checklist: Eight Evidence Gates
- MIPI DSI LCD Platform Selection Guide: Match the Panel to the Host
- Common ZIF Connector Problems in Industrial Touchscreens and How to Fix Them
- ESP32-S3 RGB Display with GT911 and LVGL: A Practical Guide for Kiosk and HMI Applications