Industrielle Touchscreens können auch gut aussehen.
2026-05-11
11:16
Industrielle Touchscreens können auch gut aussehen.
Ein vollständiger Leitfaden zur individuellen Gestaltung von Display-Abdeckgläsern: Form, Farbe und Logo
Vom technischen Team von Kadi Display | www.kadidisplay.com | Industrielle Displaytechnologie
Die Annahme, dass Industriedisplays nicht hochwertig aussehen können
In vielen Industriedesignprojekten herrscht die unausgesprochene Annahme, dass die Mensch-Maschine-Schnittstelle ein funktionales Objekt ist und das visuelle Design nicht in der Verantwortung anderer liegt. Das HMI-Team legt Prozessor, Touch-Technologie, Helligkeit und Schutzart fest. Anschließend erhält das Produktdesign-Team das Display und versucht, es in ein Gerät zu integrieren, das in einen Krankenhausflur, ein Flughafenterminal oder ein exklusives Einzelhandelsgeschäft passen soll. Ein standardmäßiger schwarzer Industrierahmen mit abgeschrägten Kanten und einem mit Klebeband aufgeklebten Markenlogo ist dafür kein guter Ausgangspunkt.
Die Realität im Jahr 2025 ist, dass Displayabdeckungsglas Anpassung Die Technologie ist so weit fortgeschritten, dass industrietaugliche Touchscreens mit der gleichen optischen Qualität wie Unterhaltungselektronik hergestellt werden können – ohne Kompromisse bei der für industrielle Anwendungen erforderlichen Langlebigkeit, Chemikalienbeständigkeit oder Stoßfestigkeit (IK-Klassifizierung). Individuelle Formen, individuelle Tintenfarben, gedruckte Logos und Texte, matte Oberflächen, Metallic-Effekte – all dies ist in industriellen Serien durch Standardfertigungsprozesse realisierbar, und die technischen Anforderungen sind bestens bekannt.
Dieser Artikel behandelt das gesamte Spektrum der Anpassung von Deckgläsern für industrielle HMI-Anwendungen: die Formänderungsprozesse und ihre Toleranzen, die verfügbaren Drucktechniken für Farbe und Branding, die spezifischen technischen Einschränkungen, die sich von Verbraucherglas unterscheiden, und den Projektworkflow, der Sie ohne teure Nachbesserungen in der Endphase von der Konzeptphase zu den Serienprodukten führt.

Warum das wirtschaftlich relevant ist: Endkunden in den Bereichen Medizin, Einzelhandel, Transport und Gastgewerbe beurteilen die wahrgenommene Qualität von Industrieterminals zunehmend anhand ihrer optischen Gestaltung. Eine individuell gestaltete Display-Abdeckscheibe mit dem Logo des Kunden und dessen Markenzeichen FarbeEin klares Kantenprofil vermittelt die Reife des Produkts auf eine Weise, die eine herkömmliche schwarze Lünette nicht erreichen kann. Für OEM-Lieferanten, die im Wettbewerb nicht nur über den Preis konkurrieren, ist Deckglas unerlässlich. Anpassung ist ein echtes Alleinstellungsmerkmal.
Was die Anpassung von Deckglas tatsächlich umfasst
Der physikalische Umfang
Ein Displayabdeckungsglas In einer industriellen Touchscreen-Einheit besteht die Frontplatte typischerweise aus einer flachen, chemisch gehärteten Glasscheibe mit einer Dicke von 1,1–4,0 mm, die sich an der Vorderseite des Displaystapels befindet. Sie kann direkt mit dem darunterliegenden Berührungssensor verklebt sein (optische Verklebung) oder in einem Rahmen mit Luftspalt eingefasst sein. Die Standardkonfiguration eines Panelherstellers ist rechteckig, mit einer plangeschliffenen Kante, einem auf der Rückseite aufgedruckten schwarzen Rahmen und einem freien Anzeigefenster.
Die Individualisierung beginnt auf dieser Basis und kann sich gleichzeitig in mehrere Richtungen erstrecken. Die Kontur lässt sich an ein unregelmäßiges Gehäuseprofil anpassen. Die Ecken können auf ein vorgegebenes R-Maß abgerundet werden. Öffnungen oder Aussparungen für Kameras, Mikrofone, LEDs, physische Tasten oder Anschlüsse können hinzugefügt werden. Der Rahmendruck kann von Schwarz in jede gewünschte Farbe geändert und mit Logos, Texten oder Grafiken versehen werden. Die Oberflächenbeschaffenheit lässt sich von standardmäßig flach poliert über AG-geätzt matt bis hin zu einer selektiv mattierten Zone, die das Displayfenster mit einer strukturierten Umrandung einrahmt, anpassen. Sogar die Glasstärke kann an die Anforderungen der mechanischen Konstruktion angepasst werden.
Was bleibt gleich
Die physikalische Anpassung beeinträchtigt nicht die für industrielle Anwendungen relevanten Glaseigenschaften – Härte, chemische Vorspanntiefe, IK-Wert oder Betriebstemperaturbereich –, sofern die Anpassungsprozesse korrekt und in der richtigen Reihenfolge durchgeführt werden. Im Standardfertigungsprozess erfolgen Glasschneiden und Kantenbearbeitung vor dem Vorspannen (das Schneiden von vorgespanntem Glas schwächt es); der Druck erfolgt nach dem Vorspannen. Diese Prozessreihenfolge sollte unbedingt mit Ihrem Lieferanten abgeklärt werden, da eine Abkürzung (z. B. Bedrucken vor dem endgültigen Zuschnitt) zu Glas mit verminderter Kantenfestigkeit führt.
Die wichtigste Interaktion im technischen Bereich, die es zu beobachten gilt, ist Tintenabdeckung und BerührungsempfindlichkeitKapazitive Berührungssensoren erfassen die Fingernähe elektrisch durch das Deckglas. Eine hohe Tintenabdeckung auf der Rückseite des Deckglases – insbesondere bei metallischen oder stark deckenden Tinten – kann das kapazitive Signal abschwächen und die Berührungsempfindlichkeit in den bedruckten Bereichen verringern. Bei Displays, deren berührungsaktive Zone bis zum äußersten Rand des Glases reicht (Edge-to-Edge-Touch), muss ein starker Randdruck bei der Kalibrierung des Touch-Controllers berücksichtigt werden. Dieses Problem ist lösbar, sollte aber bereits in der Designphase erkannt und nicht erst bei Integrationstests entdeckt werden.
Formanpassung – Was ist möglich und was kostet es?
Schneid- und Konturierungsprozesse
Anpassung der Glasform CNC-Bearbeitung mit Diamantwerkzeugen Als primäres Verfahren für die meisten industriellen Anwendungen dient es dem Schneiden. Der Schneidkopf folgt einer programmierten Bahn, die die Kontur präzise definiert. Das Glas wird dabei untergetaucht oder kontinuierlich mit Wasser gekühlt, um thermische Risse durch Reibungswärme zu vermeiden. Toleranzen von ±0,1–0,2 mm bei linearen Abmessungen sind Standard; engere Toleranzen (±0,05 mm) sind möglich, erhöhen jedoch Bearbeitungszeit und Kosten.
Kreisförmige und schlitzförmige Ausschnitte werden mit einem Kernbohrer oder Fräskopf entlang einer programmierten Bahn gefertigt. Der minimale praktische Lochdurchmesser beträgt in der Regel 3 mm für gehärtetes Glas. Der Abstand zwischen Rand und Ausschnitt muss mindestens dem Dreifachen der Glasdicke entsprechen, um die Ausbreitung von Rissen vom Ausschnitt zum Glasrand unter Belastung zu verhindern. Diese Einschränkung wird in der frühen Phase der mechanischen Konstruktion häufig übersehen – ein Ausschnitt, der im CAD-Modell mechanisch elegant erscheint, kann eine komplette Überarbeitung des Chassis erfordern, sobald der Glasingenieur auf die erforderliche Spannungsfreiheit hinweist.
Kantenbearbeitungsoptionen
Die Kante einer Glasscheibe ist gleichzeitig ein bedeutender Spannungskonzentrationspunkt und ein wichtiges ästhetisches Detail. ebene Kante (auch C0 oder Arrised genannt) ist die minimal akzeptable Oberflächengüte für industrielle Anwendungen – sie beseitigt die scharfe Schnittkante, die durch den ersten Zuschnitt entstanden ist, und verringert die Wahrscheinlichkeit, dass sich Splitter zu Rissen ausbreiten. Für Anwendungen, bei denen die Glaskante für den Benutzer sichtbar ist oder häufig beim Reinigen berührt wird, ist eine abgeschrägt Rand (C0,3–C0,5) oder Bleistiftpolierte Kante (voller Radius) sorgt für ein sichereres und feineres Finish.
Aus Sicht der mechanischen Beständigkeit schneidet eine polierte Kante bei Fall- und Schlagtests messbar besser ab als eine geschliffene, da durch das Polieren die beim Schleifen entstandenen Mikrorisse entfernt werden. Bei IK-Klassifizierungstests ist die häufigste Ausfallart ein Kantenbruch, der sich über die gesamte Platte ausbreitet – eine polierte Kante reduziert diese Ausfallwahrscheinlichkeit, und für Anwendungen mit dem Ziel IK10 lohnt sich der Aufpreis für polierte Kanten gegenüber plangeschliffenen.
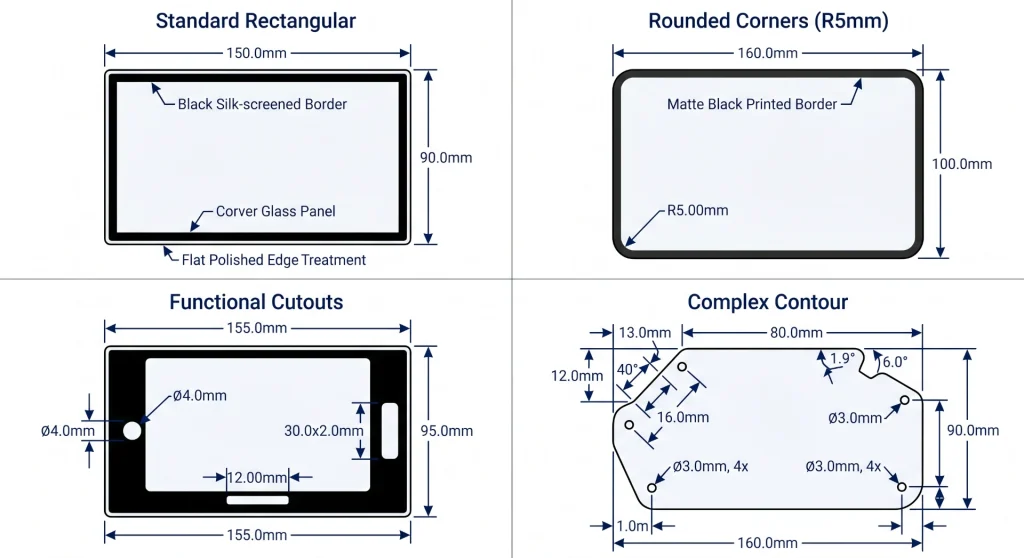
Anpassungsmöglichkeiten der Deckglasform
Wichtiger Konstruktionshinweis: Nach der chemischen Vorspannung darf Glas nicht mehr geschnitten oder gebohrt werden, da sonst die Gefahr eines Totalausfalls besteht. Die Formgebung muss daher vor der Vorspannung am Rohglas erfolgen. Änderungen an der Glaskontur oder den Ausschnittpositionen nach Beginn der Vorspannung erfordern somit ein komplett neues Substrat – eine Nachbearbeitung nach der Vorspannung ist nicht möglich. Die mechanische Konstruktion muss vor Produktionsbeginn festgelegt werden.
Farbanpassung – von Mattschwarz bis hin zu Markenpantone
Warum der standardmäßige schwarze Rand nicht Ihre einzige Option ist
Der schwarze Rand auf der Rückseite der meisten Deckglasscheiben hat einen funktionalen Zweck: Er verdeckt den Rahmen, den Klebstoff, den Rand des Berührungssensors und die Kanten des LCD-Moduls. Schwarz ist optisch neutral und lässt sich mit kostengünstiger UV-härtender Siebdruckfarbe leicht erzielen. Schwarz ist jedoch nicht die einzige Option. Für Marken mit spezifischen Farbkonzepten – wie beispielsweise Firmenblau, RAL-Grau oder Weiß für Medizinprodukte – ist eine individuelle Druckfarbe sowohl realisierbar als auch aussagekräftig.
Die praktische Einschränkung besteht darin, dass Tinte Farbe auf Glas ist nicht dasselbe wie Tinte Farbe auf Papier oder BildschirmGlas ist transparent und besitzt eigene optische Eigenschaften; die schwarze Grundierung, die die meisten Randfarben für Deckkraft benötigen, beeinflusst die endgültige Farbwirkung. Auf die Rückseite des Glases gedruckte Tinte ist von vorne durch das Glas sichtbar – das Glas wirkt wie ein Filter und verändert die wahrgenommene Farbe leicht. Dies lässt sich jedoch mit geeigneten Mitteln beheben. Farbe Profilerstellung (Umrechnung des Ziel-Pantone- oder RAL-Werts in den entsprechenden Druckfarbwert, der durch das Glas korrekt lesbar ist), jedoch ist vor der Freigabe für die Massenproduktion ein physischer Farbabzug auf dem tatsächlichen Glassubstrat erforderlich. Farben dürfen niemals anhand eines Siebdrucks freigegeben werden.
Matt vs. Glänzend und selektive Oberflächenveredelungen
Über einfarbige Flächen hinaus kann der Bedruckung von Deckgläsern Folgendes erzeugen Selektive Matt-/Glanzkombinationen Dies verleiht dem fertigen Panel eine mehrschichtige Optik. Typischerweise besteht ein Verfahren aus einem glänzend schwarzen Innenrand um den aktiven Anzeigebereich und einem mattschwarzen oder mattfarbigen Außenrand entlang der Produktkante. Der Kontrast zwischen den beiden Oberflächen erzeugt eine visuelle Tiefe, die die Produktqualität unterstreicht, ohne die Kosten über die Tintenspezifikation hinaus zu erhöhen.
Für Premium-Anwendungen Frostzonen Durch selektives Ätzen mit AG-Technologie vor dem Bedrucken entsteht eine unverwechselbare haptische und visuelle Textur. Die mattierte Fläche streut das Licht anders als eine polierte Oberfläche und erzeugt so einen Weichzeichnereffekt, der sich besonders gut als Rahmen um das Displayfenster oder als Beschriftungsbereich für Tasten auf einem Bedienfeld mit festen Funktionen eignet. Die Reihenfolge der Fertigung ist entscheidend: zuerst ätzen, dann bedrucken, anschließend härten. Mattierte Oberflächen sind poröser als poliertes Glas und können die Tinte ungleichmäßig aufnehmen, wenn die Reihenfolge umgekehrt wird.

Logo- und Markendruck – Prozesse, Haltbarkeit und Gestaltungsregeln
Siebdruck vs. UV-Tintenstrahldruck – Das richtige Verfahren auswählen
Die beiden gängigsten Druckverfahren für die Kennzeichnung von Industrieglas sind Siebdruck und UV-Tintenstrahldruck. Sie sind nicht austauschbar, und die Wahl zwischen ihnen hängt von der Komplexität des Motivs, den Anforderungen an die Haltbarkeit und dem Produktionsvolumen ab.
Siebdruck Das Verfahren nutzt ein Sieb und einen Rakel, um die Farbe in einem einzigen Durchgang pro Farbe durch eine Schablone auf die Glasoberfläche zu drücken. Es eignet sich besonders für deckende, einfarbige Flächen (Rahmenfarben, Logos) und Produktionsmengen ab einigen hundert Einheiten, da sich die Werkzeugkosten hier schnell amortisieren. Die minimale Linienbreite beträgt bei erfahrenem Bediener und guter Siebqualität ca. 50 µm. Farbverläufe sind schwierig zu drucken und werden üblicherweise durch ein Rasterpunktmuster angenähert. Die Farbschicht ist dick (typischerweise 10–30 µm), was zwar eine gute Deckkraft, aber auch eine fühlbare Stufenkante zur Folge hat, die die Funktion von Berührungssensoren in rahmennahen Bereichen beeinträchtigen kann.
UV-Tintenstrahldruck Beim UV-Tintenstrahldruck werden winzige Tropfen UV-gehärteter Tinte direkt und ohne Sieb auf die Glasoberfläche aufgetragen, gesteuert durch eine digitale Datei. Dies ermöglicht Grafiken in Fotoqualität mit 720–2400 dpi, mehrfarbige Farbverläufe, kleine, feine Texte und variable Daten (Seriennummern, QR-Codes, die sich pro Stück ändern). Die Tintenschicht ist dünner (3–10 μm), wodurch der taktile Kanteneffekt und die Dämpfung von Berührungssensoren reduziert werden. Bei kleinen Auflagen entfallen die Kosten für Siebdruckwerkzeuge vollständig. Der Nachteil besteht in den höheren Stückkosten bei hohen Auflagen und der etwas geringeren Tintendeckung bei gleicher Deckkraft.
Lasergravur für dauerhafte Markierungen
Für Konformitätskennzeichnungen, Seriennummern und QR-Codes, die die gesamte Lebensdauer des Geräts überdauern müssen, ohne zu verblassen, Laserätzen Die haltbarste Option ist die Laserbehandlung. Der Laser modifiziert die Glasoberfläche selbst – entweder durch Abtragen einer Beschichtungsschicht oder durch lokale Veränderung der Glasstruktur – und erzeugt so eine Markierung, die sich nur durch mechanisches Abtragen des Glases entfernen lässt. Dieses Verfahren wird für CE-Kennzeichnungen, UL-Zertifizierungszeichen, regulatorische Texte und alle Branding-Elemente verwendet, die zur Produktrückverfolgbarkeit dauerhaft nachweisbar sein müssen.
Das Ergebnis der Laserätzung auf Klarglas ist ein mattiertes, weißes Erscheinungsbild an der Ätzstelle. Auf einem bedruckten schwarzen Rand legt die Laserätzung durch die Tinte das darunterliegende Glas frei und erzeugt so ein präzises, weiß auf schwarz gedrucktes Logo oder einen Text. Auf einer metallischen PVD-Beschichtung kommt die Glasfarbe unter dem Metall zum Vorschein, wodurch ein glänzender Metalleffekt entsteht. Die Kombination aus PVD-Grundierung und lasergeätztem Logo findet Anwendung in hochwertigen Bereichen der Medizintechnik, Luftfahrt und Verteidigung, wo die Oberflächenqualität die Produktkategorie unterstreicht.
Wichtige Gestaltungsregeln für Logos
Bei der Gestaltung von Logos gelten einige spezifische Einschränkungen für den Glasdruck, die sich vom allgemeinen Druckdesign unterscheiden. Minimale Texthöhe Beim Siebdruck beträgt die Standardbreite typischerweise 1,5 mm für gefüllten Text und 2,0 mm für umrandeten Text – darunter beginnen die Buchstabenformen beim Druckvorgang zu verschwimmen oder zusammenzufallen. Minimale Merkmalsbreite Die Toleranz für einzelne Linien beträgt 0,1 mm beim UV-Tintenstrahldruck und 0,2 mm beim Siebdruck. Negativdrucke (weiß auf schwarz, transparent auf schwarz) und Logos haben im Vergleich zum Positivdruck etwas größere Mindestmaße, da die bedruckte Fläche durchgehend ist und die Toleranzen in den transparenten Bereichen weniger kritisch sind.
Die Farbspezifikation sollte immer Folgendes beinhalten: Pantone Matching System (PMS)-Codes oder RAL Classic-Codes Verwenden Sie für physikalische Farbreferenzen keine RGB- oder Hex-Werte. RGB-Werte beschreiben die Lichtemission eines Bildschirms; Pantone und RAL beschreiben die physikalische Reflexion von Tinte. Die Umrechnung zwischen diesen Werten ist komplex und hängt von der Glasoberfläche, der Tintenzusammensetzung und den Betrachtungsbedingungen ab. Fordern Sie vor der Freigabe der Serienproduktion einen physischen Pantone-Farbfächer oder einen RAL-Farbchip zum Vergleich mit dem Proofglas an.
Vergleich der Prozesse zum Bedrucken und Branding von Deckgläsern
Individuell gestaltetes Deckglas mit Logo und Farbe Drucken: Kundenspezifische Displaylösungen – Kadi Display — Individuelle Anpassung von Deckgläsern für OEMs und ODMs, einschließlich Form, Tintenfarbe, Logo-Siebdruck, UV-Tintenstrahl- und Lasergravur. Unterstützt die vollständige Integration von Displaymodulen mit kundenspezifischem Frontglas, Schnittstellen und optischer Verklebung.
Haltbarkeit der Individualisierung – Was bleibt erhalten und was verblasst
Tintenbeständigkeit in industriellen Umgebungen
Die Haltbarkeit von aufgedruckten Elementen auf Industriedeckglas hängt in erster Linie davon ab, Tintenchemie und DruckpositionDie auf die Rückseite des Deckglases (die dem Touchsensor oder Display zugewandte Seite) gedruckte Tinte ist durch das Glas selbst vor äußeren Einflüssen geschützt – sie kann weder durch Reinigung abgerieben noch durch Werkzeuge zerkratzt oder durch UV-Strahlung von außen beeinträchtigt werden. Dies ist die Standardkonfiguration für den Rahmen- und Logodruck und bietet eine hervorragende Langzeitbeständigkeit: UV-gehärtete, rückseitig auf chemisch gehärtetes Glas gedruckte Tinten überdauern in der Regel das Display und das Gerät, in dem sie verbaut sind, unter normalen Bedingungen.
Für Spezialeffekte – erhabene Tastknöpfe, erhabene Logostrukturen, im Dunkeln leuchtende Elemente – wird gelegentlich Frontflächendruck angefragt. Da dieser jedoch Umwelteinflüssen ausgesetzt ist, benötigt er eine schützende, transparente Hartbeschichtung über der Druckfarbe, um eine akzeptable Lebensdauer zu erreichen. Ohne diese Hartbeschichtung zersetzt sich industrielle Frontflächenfarbe typischerweise innerhalb von 12–24 Monaten durch Reinigung und Abrieb in industriellen Umgebungen. Mit einer fachgerecht aufgetragenen Hartbeschichtung (mindestens 7H Bleistifthärte) kann die Haltbarkeit des Frontflächendrucks auf über 5 Jahre verlängert werden. Die UV-Beständigkeit muss jedoch gesondert qualifiziert sein. für Außeninstallationen.
Farbstabilität im Laufe der Zeit
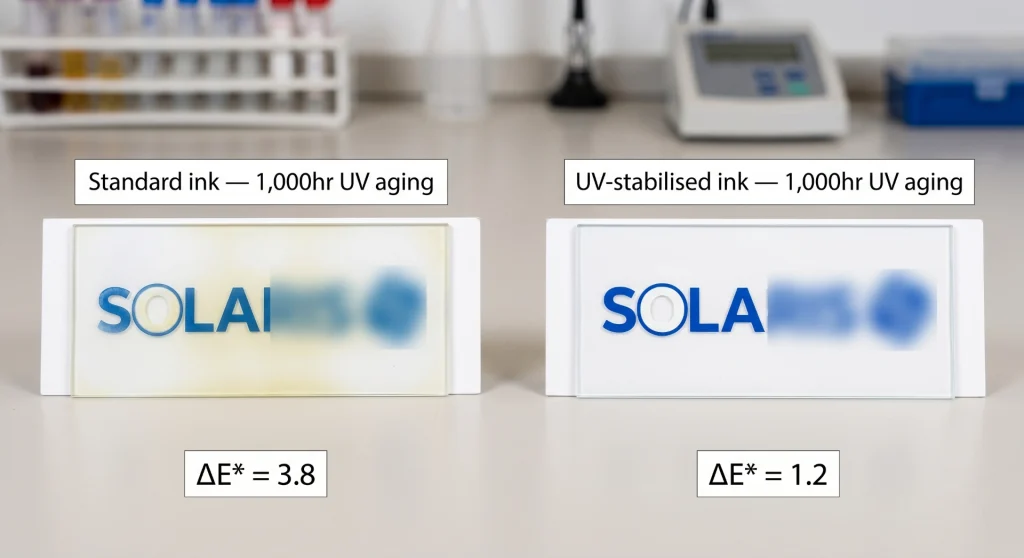
Farbveränderungen unter UV-Bestrahlung sind die häufigste Langzeitdegradationsursache für bedrucktes Deckglas im Außenbereich. Standard-Siebdruckfarben – selbst UV-härtende Formulierungen – können nach 1.000 Stunden beschleunigter UV-Alterung, was 2–3 Jahren Freilandbestrahlung entspricht, messbare Farbveränderungen (ΔE > 3) aufweisen. Für Außeninstallationen sollten UV-stabilisierte Farbformulierungen mit einem ΔE-Wert von ≤ 2,0 nach 1.000 Stunden UV-Alterung gemäß der entsprechenden Norm verwendet werden.
Lasergeätzte Markierungen verblassen nicht – die Modifikation erfolgt direkt in der Glasstruktur. Für Konformitätskennzeichnungen und Seriennummern, die über den gesamten Produktlebenszyklus lesbar bleiben müssen, ist die Laserätzung die optimale Lösung, da sie die Frage der Tintenbeständigkeit vollständig ausräumt.
Der Anpassungsworkflow – von der Designdatei bis zur Produktion
Was Sie vor der Kontaktaufnahme mit einem Lieferanten vorbereiten sollten
Der schnellste Weg, ein Projekt für maßgefertigtes Deckglas zu verzögern, ist die Kontaktaufnahme mit einem Lieferanten ohne fertige Designdokumentation. Lieferanten können zwar anhand von Konzeptzeichnungen arbeiten, doch jede Änderung der Form und des Designs seitens des Lieferanten verlängert die Bearbeitungszeit und erhöht das Risiko von Interpretationsfehlern. Folgende Dokumente beschleunigen den Ablauf eines Projekts für maßgefertigtes Deckglas:
- Glasumrisszeichnung im DXF- oder DWG-Format Maßstab 1:1, wobei alle Maße, Toleranzen, Kantenbearbeitungsspezifikationen, Dicke und Ausschnittpositionen explizit bemaßt sind.
- Grafik im Vektorformat (AI, EPS oder PDF), Maßstab 1:1, Druckfarbe in Pantone- oder RAL-Code angegeben. Textelemente in Pfade umgewandelt, kein dynamischer Text.
- Zeichnung der Druckpositionsreferenz Die Abbildung zeigt, wo sich das Kunstwerk im Verhältnis zur Glaskontur befindet, wobei der aktive Ausstellungsbereich deutlich gekennzeichnet ist.
- Spezifikation der Oberflächenbehandlung: Welche Oberfläche wird AG-geätzt, wo wird eine Hartbeschichtung aufgebracht, ist eine optische Verklebung erforderlich und welche Anforderungen gelten für die Kompatibilität mit Berührungssensoren?
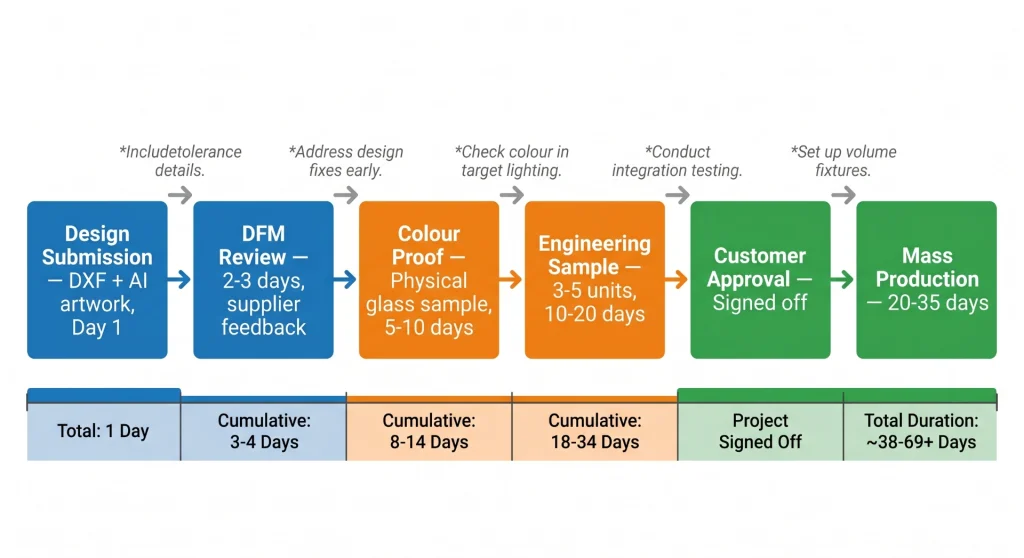
Anpassungs-Produktionsworkflow
Projektablauf für die Anpassung von Deckgläsern
Die Workflow-Tabelle macht eines deutlich: die physische Farbe Die Beweisphase ist nicht optional.Jeder erfahrene Produktentwickler, der versucht hat, auf den Farbabzug zu verzichten und direkt anhand einer Bildschirmdarstellung freizugeben, hat irgendwann einmal Serienprodukte in der falschen Farbe erhalten. Das menschliche Auge reagiert extrem empfindlich auf Farbabweichungen – selbst Delta-E-Unterschiede von nur 2,0 sind für die meisten Menschen im direkten Vergleich sichtbar – und der Unterschied zwischen einem Proof auf Papier und Tinte auf Glas kann durch einen Betrachtungswinkel von 50 mm chemisch gehärtetem Glas diese Schwelle leicht überschreiten.
Starten Sie ein individuelles Deckglasprojekt: Kadi Display – Kundenspezifische Displaylösungen — Individuelle Anpassung von Deckgläsern inklusive Formzeichnungsprüfung, Farbprofilierung, Siebdruck und UV-Tintenstrahldruck, Lasergravur, optischem Bonden und vollständiger Integration von Displaymodulen. Niedrige Mindestbestellmenge für Prototypen. Technischer Support vom Standort Shenzhen.
Industrieanwendungen – Wo maßgefertigtes Deckglas einen messbaren Unterschied macht
Medizinische Endgeräte und patientenorientierte Geräte
Die Hersteller medizinischer Geräte stehen vor einer besonderen Kombination von Anforderungen: weiße oder hellfarbige Oberflächen (die Standardfarbe medizinischer Geräte), IP65-Reinigungsfähigkeit, PCAP-Touch durch das Deckglas und regulatorische Kennzeichnungen (CE, IEC 60601, UL), die dauerhaft angebracht sein müssen. Maßgefertigtes weißes Abdeckglas Mit rückseitig bedrucktem Rand, lasergeätzten Konformitätsmarkierungen und AF-Beschichtung erfüllt diese Lösung all diese Anforderungen gleichzeitig. Die AF-Beschichtung auf der Berührungsfläche reduziert die sichtbare Verschmutzung durch wiederholten Kontakt mit Handschuhen, die unbehandelte weiße Oberflächen bereits nach wenigen Stunden unhygienisch aussehen lässt.
Kassenterminals für Einzelhandel und Gastgewerbe
Kassenterminals und Selbstbedienungskioske im Einzelhandel und Gastgewerbe sind die Industriegeräte, deren visuelle Qualität von technisch nicht versierten Endnutzern am häufigsten bewertet wird. Das Display ist die Visitenkarte des Geräts. Individuell gestaltetes Deckglas in markengerechter Farbe, bündiger Einbau im Gehäuse und ein gleichmäßiger Glanzgrad tragen maßgeblich zur Markenwahrnehmung bei – ein Aspekt, den keine Spezifikationszahl erfassen kann. Mehrere führende Hersteller von Einzelhandelstechnologie haben individuell gestaltetes Deckglas zu einem Standardmerkmal ihrer Terminaldisplays gemacht und betrachten es als Investition in die Markenbildung und nicht als Kostenfaktor.
Verkehrs- und Wegeleitsysteme
Verkehrsbetriebe und Flughafenbetreiber, die Fahrgastinformationsterminals spezifizieren, fordern zunehmend individuell gestaltete Deckgläser als Teil ihrer Designsprache. Der praktische Grund dafür ist die Vandalismusbeständigkeit (IK10-Glas) in Kombination mit einer Bildsprache, die sich in das Design des Bahnhofs oder Fahrzeugs einfügt – spezifische RAL-Farben, die auf die Markenpalette des Betreibers abgestimmt sind, ein minimaler Rahmen und eine individuelle Form, die sich in architektonische Nischen einfügt. Bei diesen Projekten müssen sowohl das visuelle als auch das technische Ergebnis optimiert werden, was einen Display-Lieferanten erfordert, der beides gewährleisten kann.
Siehe auch: Industriemonitore — Kadi Display Industriemonitor-Serie mit optionalem, individuell anpassbarem Deckglas, IP65-Frontabdichtung, hochhellen Panels und individueller Rahmengestaltung. Geeignet für Anwendungen im medizinischen Bereich, im Einzelhandel, im Transportwesen und an öffentlich zugänglichen Kiosken.
Kostenstruktur und Mindestbestellmenge – Was Sie erwartet
Woher die Kosten kommen
Maßgefertigte Deckgläser sind zwar teurer als Standard-Abdeckscheiben, der Aufpreis ist jedoch geringer als von den meisten Branchenfremden erwartet. Die Kosten setzen sich wie folgt zusammen: Glassubstrat (abhängig von Materialart und -dicke), CNC-Formbearbeitung (mit Werkzeugkosten und Bearbeitungszeit pro Einheit), Oberflächenbehandlungen (AG-Ätzung, AR-Beschichtung, Hartbeschichtung – jeweils 1–8 US-Dollar pro Einheit bei mittleren Stückzahlen), Druckwerkzeuge (Siebdruck: 50–200 US-Dollar pro Farbe; UV-Tintenstrahldruck: keine Werkzeugkosten) und der Druck selbst (0,5–3 US-Dollar pro Einheit, abhängig von Deckungsgrad und Verfahren).
Für ein typisches 7-Zoll-Sonderanfertigungsdeckglas – chemisch gehärtet, abgerundete Ecken, individuelle Form mit zwei Ausschnitten, schwarzer Rand mit weißem, im Siebdruckverfahren aufgebrachtem Logo, AG-Oberfläche, Hartbeschichtung – betragen die Mehrkosten gegenüber einem Standardprodukt etwa 5–15 US-Dollar pro Einheit bei Abnahmemengen von 500–2.000 EinheitenBei mehr als 5.000 Einheiten reduziert sich der Preis auf 3–8 US-Dollar. Dies sind Richtwerte, keine Festpreise – die genauen Kosten hängen vom jeweiligen Glaslieferanten, der Komplexität der Form und dem Druckverfahren ab.
Mindestbestellmengen
Die meisten Anbieter von Deckglas-Sonderanfertigungen arbeiten mit Prototypenmengen von 3–10 Einheiten Für technische Muster und Farbmuster gelten Mindestbestellmengen. Die Mindestbestellmengen für die Serienproduktion variieren: Bei reiner Formanpassung gibt es in der Regel keine Mindestbestellmenge (die CNC-Werkzeuge sind programmierbar und ermöglichen die Fertigung kleinerer Serien), während die Einrichtungskosten für den Druck eine praktische Mindestbestellmenge von 50–200 Einheiten pro Druckvorgang beim Siebdruck und keine praktische Mindestbestellmenge beim UV-Tintenstrahldruck bedingen. Einige Anbieter, darunter solche mit flexiblen OEM/ODM-Kapazitäten, akzeptieren Bestellungen ab 100 Einheiten für individuell bedrucktes Glas mit gemischten Mengen verschiedener Farbvarianten.
Zusammenfassung – Argumente dafür, Deckglas als Gestaltungselement zu behandeln
Die branchenübliche Standardposition – schwarze Standardblende, Standardkante, Standardform – war sinnvoll, als individuelle Anpassungen teuer und Lieferzeiten lang waren. Diese Einschränkungen spielen 2025 nicht mehr die gleiche Rolle wie vor fünf Jahren. Die CNC-Formbearbeitung ist programmierbar und schnell. Siebdruck und UV-Tintenstrahldruck auf Glas sind ausgereifte Verfahren mit etabliertem Farbmanagement. Der Workflow von der Designdatei bis zur Serienproduktion ist dokumentiert und reproduzierbar.
Das Argument für maßgefertigte Deckgläser in industriellen Displayanwendungen ist nicht in erster Linie ästhetischer Natur. Es handelt sich um ein Argument der Produktentwicklung.Ein Deckglas, das lückenlos in das Gehäuse passt, zur Markenidentität des Produkts passt, dauerhafte Konformitätskennzeichnungen trägt und durch seine Oberflächenbeschaffenheit die Qualitätsstufe des Produkts kommuniziert, ist eine besser integrierte Komponente als ein generisches Äquivalent. Der richtige Zeitpunkt für dieses Gespräch mit einem Display-Lieferanten ist zu Beginn der mechanischen Konstruktionsphase – bevor die Glasform festgelegt, die Werkzeuge für das Gehäuse bestellt und die Markenidentität an die jeweils verfügbare Standardpanelgröße angepasst wird.
Anfragen zu individuell angefertigten Deckgläsern – Form, FarbeLogodruck, Oberflächenbehandlung, optische Verklebung und die vollständige Integration von Displaymodulen – Anfragen richten Sie bitte an Kadi Display unter Sales@sz-kadi.com. Prototypen sind ab drei Einheiten erhältlich. OEM- und ODM-Projektunterstützung wird vom Produktionsstandort in Shenzhen angeboten. Besuchen Sie kadidisplay.com für das vollständige Produktangebot. Anpassung Katalog.
Haftungsausschluss: Die in diesem Artikel genannten Fertigungsprozesse, Toleranzen, Kosten und Lieferzeiten sind branchenübliche Richtwerte und dienen lediglich Informationszwecken. Tatsächliche Spezifikationen, Preise und Lieferzeiten variieren je nach Lieferant, Komplexität des Designs und Produktionsvolumen. Pantone® und RAL® sind eingetragene Marken ihrer jeweiligen Inhaber. Dieser Artikel stellt kein Angebot und keine Zusage eines genannten Lieferanten dar. Holen Sie vor Produktionsbeginn stets eine schriftliche Spezifikation und die Freigabe eines Musters ein.
Vorherige
Von Innenräumen bis zu extremen Umgebungen: Ein spektrumbasierter Entscheidungsrahmen für die Helligkeit industrieller Displays
Nächster
Wie man ein robustes Deckglas für industrielle Außendisplays auswählt
Hinterlasse einen Kommentar

Neueste Blog & Nachrichten
- Air Bonding vs Optical Bonding: How to Choose for Industrial Touchscreens
- How LED Backlight Lifetime Affects Industrial TFT LCD Display Reliability
- IPS vs TN vs VA Displays for Industrial and Medical Equipment: How to Choose the Right LCD Panel
- What Is a Wide Temperature LCD Display and When Do Industrial Devices Need One?
- So wählen Sie ein industrielles TFT-LCD-Displaymodul aus: Leitfaden zu Größe, Helligkeit, Schnittstelle, Touchscreen und Anpassung