




Сенсорные экраны промышленного назначения тоже могут отлично выглядеть.
2026-05-11
11:16
Сенсорные экраны промышленного назначения тоже могут отлично выглядеть.
Полное руководство по персонализации защитного стекла для дисплеев: форма, цвет и логотип.
Разработано технической командой Kadi Display | www.kadidisplay.com | Технология промышленных дисплеев
Предположение, что промышленные дисплеи не могут выглядеть премиально.
В большинстве работ по промышленному дизайну существует негласное предположение: человеко-машинный интерфейс — это функциональный объект, а визуальный дизайн — это чья-то другая проблема. Команда, занимающаяся HMI, определяет процессор, сенсорную технологию, яркость, степень защиты от проникновения влаги и пыли. Затем команда дизайнеров продукта получает дисплей и пытается вписать его в устройство, которое должно выглядеть так, будто оно принадлежит больничному коридору, терминалу аэропорта или элитному магазину. Стандартная черная рамка промышленного образца со скошенными краями и наклеенной на нее фирменной этикеткой — не лучший вариант для начала.
Реальность 2025 года такова, что защитное стекло дисплея персонализация Технология достигла такого уровня зрелости, что сенсорные экраны промышленного класса могут производиться с таким же уровнем качества отделки, как и бытовая электроника, без ущерба для долговечности, химической стойкости или ударопрочности класса IK, которые требуются в промышленных условиях. Индивидуальная форма, индивидуальный цвет чернил, печать логотипов и текста, матовые текстурированные зоны, металлические эффекты — все это доступно в стандартных производственных процессах в промышленных объемах, а инженерные ограничения хорошо изучены.
В данной статье рассматривается весь спектр возможностей индивидуальной настройки защитного стекла для промышленных HMI-приложений: процессы изменения формы и их допуски, доступные методы печати для цвета и брендирования, специфические инженерные ограничения, отличающиеся от требований к стеклу для потребительских товаров, а также рабочий процесс проекта, позволяющий перейти от концепции к серийному производству без дорогостоящих доработок на поздних этапах.

Почему это важно с коммерческой точки зрения: конечные потребители в медицинской, розничной, транспортной и гостиничной отраслях все чаще оценивают воспринимаемое качество промышленных терминалов по их внешнему виду. Защитное стекло для дисплея с индивидуальным брендингом и логотипом заказчика. цветА четкий профиль кромок подчеркивает зрелость продукта так, как не может сделать обычная черная рамка. Для OEM-поставщиков, конкурирующих не только по цене, защитное стекло персонализация Это действительно отличает его от других.
Что на самом деле включает в себя персонализация защитного стекла?
Физический охват
А защитное стекло дисплея В промышленном сенсорном модуле обычно используется плоский лист химически закаленного стекла толщиной 1,1–4,0 мм, расположенный на передней панели дисплейного блока. Он может быть приклеен непосредственно к расположенному ниже сенсору (оптическое соединение) или удерживаться в рамке с воздушным зазором. Стандартная конфигурация от производителя панелей — прямоугольная, с плоской шлифованной кромкой, черной шелкографической рамкой, напечатанной на обратной стороне, и открытым активным окном дисплея.
Индивидуальная настройка начинается с этого базового параметра и может одновременно распространяться на несколько направлений. Контур можно вырезать в соответствии с нерегулярным профилем корпуса. Углы можно закруглить до заданного значения R. Можно добавить отверстия или вырезы для камер, микрофонов, светодиодов, физических кнопок или доступа к разъемам. Цвет печати по периметру можно изменить с черного на любой заданный цвет, добавив логотип, текст или графические элементы. Поверхностную обработку можно изменить со стандартной плоской полировки на матовую с травлением AG или на выборочно матированную зону, обрамляющую окно дисплея текстурированной рамкой. Даже толщину стекла можно задать в соответствии с требованиями механической конструкции.
Что остаётся неизменным
Физическая модификация не влияет на основные свойства стекла, имеющие значение для промышленного применения — твердость, глубину химической закалки, рейтинг IK или диапазон рабочих температур — при условии, что процессы модификации выполняются правильно и в надлежащей последовательности. Резка и обработка кромок стекла выполняются до закалки в стандартном производственном процессе (резка закаленного стекла ослабляет его); печать выполняется после закалки. Важно уточнить этот порядок выполнения процессов у поставщика, поскольку его упрощение (например, печать перед окончательной резкой) приводит к получению стекла с пониженной прочностью кромок.
Одно из наиболее значимых инженерных взаимодействий, за которым следует следить, это... покрытие чернилами и чувствительность к касаниюЕмкостные сенсорные датчики считывают приближение пальца через защитное стекло электрическим способом. Плотное покрытие чернилами обратной стороны защитного стекла — особенно металлизированными или сильно непрозрачными — может ослабить емкостной сигнал, снижая чувствительность к касанию в областях с печатью. Для дисплеев, где активная зона касания простирается до самого края стекла (касание от края до края), необходимо учитывать плотную печать по краям при калибровке контроллера сенсорного экрана. Это решаемо, но об этом следует сообщать на этапе проектирования, а не обнаруживать во время интеграционного тестирования.
Индивидуальная настройка формы — что возможно и сколько это стоит
Процессы раскроя и контурирования
Использование персонализированной формы стекла Обработка на станках с ЧПУ с использованием алмазного инструмента. В качестве основного процесса для большинства промышленных применений используется обработка стекла. Режущая головка движется по запрограммированной траектории, точно определяющей контур, а стекло погружается в воду или непрерывно охлаждается водой, чтобы предотвратить термическое растрескивание от тепла трения. Стандартными являются допуски ±0,1–0,2 мм по линейным размерам; более жесткие допуски (±0,05 мм) достижимы, но увеличивают время и стоимость обработки.
Для круглых и щелевых вырезов используется корончатое сверло или фрезерная головка, следующая по запрограммированной траектории. Минимальный практический диаметр отверстия обычно составляет 3 мм для закаленного стекла, а зазор между кромкой и вырезом должен быть как минимум в три раза больше толщины стекла, чтобы избежать распространения трещин от выреза к кромке стекла под воздействием напряжения. Это ограничение часто упускается из виду на ранних этапах проектирования механических систем — вырез, который выглядит механически элегантно в CAD-модели, может потребовать полной переработки конструкции шасси, как только инженер-стеклостроитель укажет на необходимость обеспечения необходимого зазора для предотвращения распространения напряжения.
Варианты обработки кромок
Край стеклянной панели является одновременно и точкой концентрации напряжений, и важным эстетическим элементом. Стандарт ровный край земли (также называемая C0 или Arrised) — это минимально допустимая обработка поверхности для промышленного применения — она удаляет острый край, оставшийся после первоначальной резки, и снижает вероятность распространения стружки в трещины. Для применений, где край стекла виден пользователю или где край часто соприкасается во время очистки, скошенный край (C0.3–C0.5) или край, отполированный карандашом (полный радиус) обеспечивает более безопасную и качественную отделку.
С точки зрения механической прочности, полированная кромка демонстрирует заметно лучшие результаты, чем шлифованная, при испытаниях на падение и удар, поскольку полировка удаляет микротрещины, оставшиеся после шлифовки. В испытаниях на соответствие стандарту IK часто происходит разрушение, инициированное кромкой и распространяющееся по всей панели — полированная кромка снижает вероятность такого разрушения, и для применений, ориентированных на IK10, выбор полированных кромок вместо плоской шлифовки оправдывает дополнительные затраты.
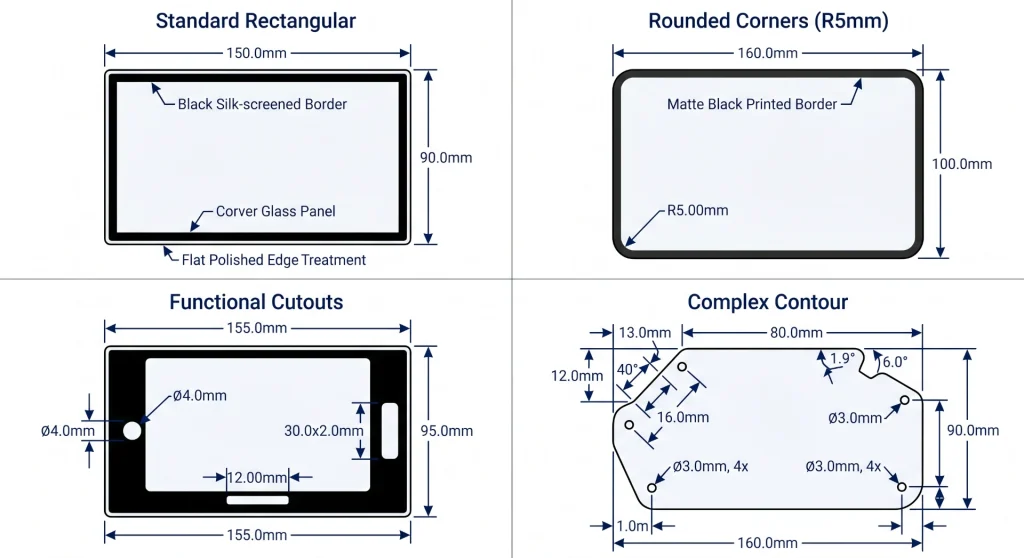
Варианты индивидуальной настройки формы защитного стекла
Ограничение конструкции, которое необходимо обозначить на ранней стадии: после химической закалки стекло нельзя резать или сверлить без риска катастрофического разрушения. Формирование должно быть завершено на исходном стекле до закалки. Это означает, что любые изменения в контуре стекла или положении вырезов после начала закалки требуют совершенно новой основы — после закалки доработка не требуется. Перед началом серийного производства стекла необходимо зафиксировать механическую конструкцию.
Индивидуальная настройка цвета — от матового черного до фирменных цветов Pantone.
Почему стандартная черная рамка — не единственный вариант
Черная окантовка, напечатанная на обратной стороне большинства защитных стеклянных панелей, имеет функциональное назначение: она скрывает от взгляда зрителя рамку, клейкую ленту, окантовку сенсорного датчика и края ЖК-модуля. Черный цвет оптически нейтрален и легко достигается с помощью недорогих УФ-отверждаемых трафаретных красок. Но черный — не единственный вариант, и для брендов, работающих в определенных цветовых решениях — корпоративный синий, промышленный серый по стандарту RAL, белый для медицинских приборов — индивидуальный цвет краски вполне достижим и имеет смысл.
Практическое ограничение заключается в том, что чернила цвет Надпись на стекле — это не то же самое, что чернила. цвет на бумаге или экранеСтекло прозрачно и обладает собственными оптическими свойствами; чёрный грунт, необходимый большинству красок для окантовки, чтобы добиться непрозрачности, влияет на конечный цвет. Краска, напечатанная на обратной стороне стекла, видна сквозь стекло с лицевой стороны — стекло действует как фильтр, слегка изменяя видимый цвет. Этого можно избежать при правильном подходе. цвет профилирование (преобразование целевого значения Pantone или RAL в эквивалентное значение на стороне печати, которое будет правильно считываться через стекло), но для утверждения массового производства требуется физическая цветопроба на реальной стеклянной подложке. Никогда не утверждайте цвет по трафаретной печати.
Матовые против глянцевых и выборочные покрытия
Помимо заливки сплошным цветом, печать на защитном стекле позволяет создавать выборочные матовые/глянцевые сочетания Это придает готовой панели многослойный визуальный эффект. Типичный подход заключается в использовании глянцевой черной внутренней рамки вокруг активной области отображения и матовой черной или матовой цветной внешней рамки по краю изделия — контраст между двумя покрытиями создает визуальную глубину, которая подчеркивает качество продукта без увеличения затрат сверх спецификации чернил.
Для приложений премиум-класса зоны, покрытые инеем Матовая поверхность, созданная методом селективного травления AG перед печатью, придает поверхности характерную тактильную и визуальную текстуру. Матовая область рассеивает свет иначе, чем полированная поверхность, создавая эффект мягкого фокуса, который особенно хорошо подходит в качестве рамки вокруг окна дисплея или зоны для кнопок на панели управления с фиксированными функциями. Последовательность изготовления имеет значение: травление перед печатью, затем затвердевание, поскольку матовые поверхности более пористые, чем полированное стекло, и могут неравномерно впитывать чернила, если последовательность действий будет обратной.

Печать логотипов и фирменной символики — процессы, долговечность и правила дизайна.
Шелкотрафаретная печать против УФ-струйной печати — выбор правильного процесса
Двумя основными процессами печати для нанесения логотипов на промышленное защитное стекло являются шелкография и УФ-струйная печать. Они не взаимозаменяемы, и выбор между ними зависит от сложности макета, требований к долговечности и объема производства.
Шелкотрафаретная печать Используется сетчатый трафарет и ракель для продавливания чернил через трафарет на стеклянную поверхность за один проход для каждого цвета. Это предпочтительный процесс для сплошных заливок с высокой непрозрачностью (цвета рамок, сплошные блоки логотипа) и для объемов производства свыше нескольких сотен единиц, где фиксированные затраты на оснастку быстро окупаются. Минимальная ширина линии составляет приблизительно 50 мкм при наличии квалифицированного оператора и хорошего качества трафарета. Градиентная печать сложна и обычно выполняется с помощью полутонового точечного рисунка. Слой чернил толстый (обычно 10–30 мкм), что обеспечивает хорошую непрозрачность покрытия, но также и ступенчатый край, который ощущается на ощупь и может влиять на работу сенсорного экрана в областях, прилегающих к границе.
УФ-струйная печать УФ-струйная печать наносит крошечные капли УФ-отверждаемых чернил непосредственно на стеклянную поверхность без использования физического трафарета, руководствуясь цифровым файлом. Это позволяет создавать изображения фотографического качества с разрешением 720–2400 dpi, многоцветные градиенты, мелкий текст и переменные данные (серийные номера, QR-коды, изменяющиеся для каждого экземпляра). Слой чернил тоньше (3–10 мкм), что уменьшает тактильный краевой эффект и затухание сенсорного экрана. При небольших объемах производства УФ-струйная печать полностью исключает затраты на трафаретную обработку. Компромисс заключается в стоимости единицы продукции при больших объемах и несколько меньшей непрозрачности чернил при той же плотности покрытия.
Лазерная гравировка для нанесения перманентных маркировок.
Для маркировки соответствия, серийных номеров и QR-кодов, которые должны сохраняться в течение всего срока службы устройства без выцветания, лазерная гравировка Это наиболее долговечный вариант. Лазер модифицирует саму поверхность стекла — либо удаляя слой покрытия, либо создавая локальное изменение в структуре стекла — в результате чего остается след, который невозможно удалить без физического истирания стекла. Это используется для маркировки CE, сертификации UL, нормативных документов и любых элементов брендинга, которые должны быть гарантированно постоянными для отслеживания продукции.
Визуальный результат лазерной гравировки на прозрачном стекле — матовый белый оттенок в месте травления. На черной печатной рамке лазерная гравировка сквозь чернила обнажает стекло под ними, создавая точный логотип или текст «белый на черном». На металлизированном PVD-покрытии лазерная гравировка обнажает цвет стекла под металлом, создавая эффект «яркого металла». Сочетание базового PVD-покрытия с лазерной гравировкой логотипа используется в премиальных медицинских, авиационных и оборонных изделиях, где качество отделки указывает на категорию продукта.
Основные правила дизайна логотипов
Некоторые ограничения в дизайне логотипов специфичны для печати на стекле и отличаются от ограничений в общем дизайне печатной продукции. Минимальная высота текста Для шелкотрафаретной печати ширина линии заполнения текста обычно составляет 1,5 мм, а контурного текста — 2,0 мм; при меньшей толщине линии начинают заполняться или сжиматься на этапе печати. Минимальная ширина элемента Для отдельных линий минимальный размер составляет 0,1 мм для УФ-струйной печати и 0,2 мм для шелкографии. Для текста и логотипов с инвертированным изображением (белый на черном, прозрачный на черном) минимальные размеры несколько меньше по сравнению с позитивной печатью, поскольку область нанесения краски является непрерывной, а допуски в прозрачных областях менее критичны.
В спецификацию цвета всегда следует включать Коды системы подбора цветов Pantone (PMS) или Классические коды RAL Для сравнения используются физические цветовые эталоны, а не значения RGB или шестнадцатеричные значения. Значения RGB описывают излучение света от экрана; Pantone и RAL описывают физическое отражение чернил. Преобразование между ними нетривиально и зависит от поверхности стекла, состава чернил и условий просмотра. Перед утверждением серийного производства запросите физический образец Pantone или образец RAL для сравнения с контрольным стеклом.
Сравнение процессов печати и брендирования на защитном стекле.
Декоративное защитное стекло с логотипом. цвет печать: Индивидуальные решения для отображения информации — Kadi Display — Возможности индивидуальной настройки защитного стекла для OEM и ODM заказов, включая форму, цвет чернил, шелкографию логотипа, УФ-струйную печать и лазерную гравировку. Поддерживает полную интеграцию дисплейного модуля с индивидуальным дизайном переднего стекла, интерфейса и оптического соединения.
Долговечность персонализации — что сохранится, а что выцветет.
Стойкость чернил в промышленных условиях
Долговечность печатных элементов на промышленном защитном стекле зависит прежде всего от химия чернил и положение печатиЧернила, напечатанные на обратной стороне защитного стекла (поверхности, обращенной к сенсорному датчику или дисплейной панели), защищены от внешней среды самим стеклом — их невозможно истирать при чистке, царапать инструментами или подвергать воздействию ультрафиолетового излучения. Это стандартная конфигурация для печати рамок и логотипов, обеспечивающая превосходную долговечность: УФ-отверждаемые чернила, нанесенные на химически закаленное стекло с обратной стороны, как правило, прослужат дольше, чем дисплейная панель и устройство, в которое они установлены, при нормальных условиях эксплуатации.
Печать на лицевой стороне иногда заказывается для создания специальных эффектов — выпуклых тактильных кнопок, рельефной текстуры логотипа, светящихся в темноте элементов, — но она подвергается воздействию окружающей среды и требует нанесения защитного прозрачного твердого покрытия поверх чернил для обеспечения приемлемого срока службы. Без твердого покрытия промышленные чернила на лицевой стороне обычно разрушаются в течение 12–24 месяцев при чистке и истирании в промышленных условиях. При правильном нанесении твердого покрытия (минимальная твердость по карандашу 7H) долговечность печати на лицевой стороне может увеличиться до 5 лет и более. но устойчивость к УФ-излучению должна быть специально определена. для наружных установок.
Устойчивость цвета с течением времени
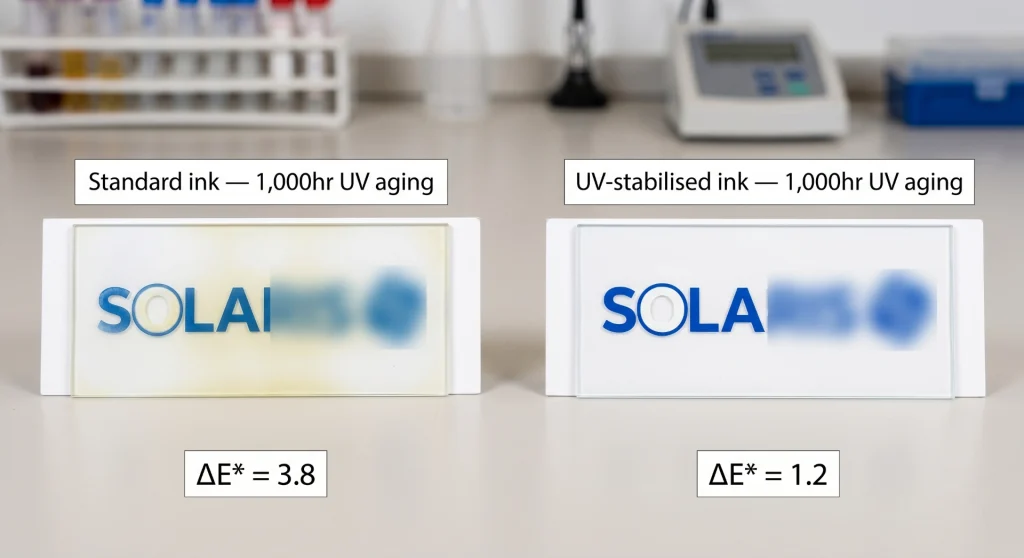
Изменение цвета под воздействием УФ-излучения является наиболее распространенным видом долговременной деградации печатного защитного стекла при использовании на открытом воздухе. Стандартные трафаретные краски — даже УФ-отверждаемые составы — могут демонстрировать измеримое изменение цвета (ΔE > 3) после 1000 часов ускоренного УФ-старения, эквивалентное 2–3 годам воздействия окружающей среды. Для наружных установок следует использовать УФ-стабилизированные составы красок с ΔE ≤ 2,0 после 1000 часов УФ-старения в соответствии с соответствующим стандартом.
Маркировка, нанесенная лазером, не выцветает — изменение происходит в самой структуре стекла. Для маркировки соответствия и серийных номеров, которые должны оставаться читаемыми на протяжении всего жизненного цикла изделия, лазерная гравировка — это спецификация, которая полностью исключает вопрос стойкости чернил.
Процесс персонализации — от файла дизайна до производства
Что нужно подготовить перед тем, как связаться с поставщиком
Самый быстрый способ замедлить выполнение проекта по изготовлению защитного стекла на заказ — это обратиться к поставщику без готовой проектной документации. Поставщики могут работать по эскизам, но каждая итерация формы и макета со стороны поставщика увеличивает время и риск ошибок в интерпретации. Документы, которые позволяют быстро продвигать проект по изготовлению стекла на заказ, включают:
- Чертеж контура стекла в формате DXF или DWG. Масштаб 1:1, со всеми четко указанными размерами, допусками, спецификацией обработки кромок, толщиной и положением вырезов.
- Изображения в векторном формате (AI, EPS или PDF). Масштаб 1:1, цвет печати указан в кодах Pantone или RAL. Текстовые элементы преобразованы в контуры, а не в текст в реальном времени.
- Схема расположения для печати Показано расположение произведения искусства относительно контура стекла, с четким указанием активной области витрины.
- Спецификация обработки поверхности: Какая поверхность подвергается травлению AG, где наносится твердое покрытие, требуется ли оптическое склеивание и каковы требования к совместимости с сенсорными датчиками.
Рабочий процесс производства персонализации
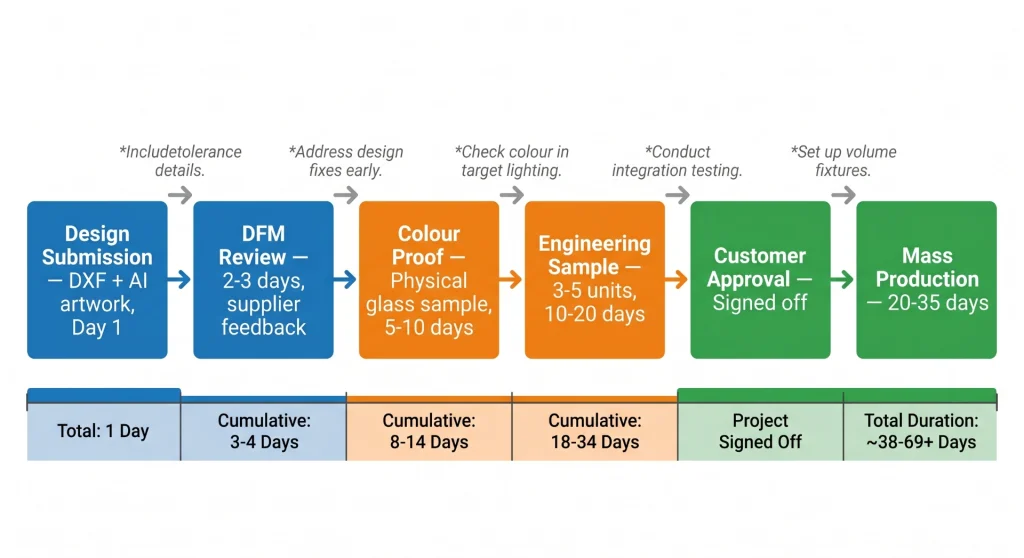
Рабочий процесс проекта по индивидуальной настройке защитного стекла
Таблица рабочих процессов наглядно демонстрирует одно: физический цвет Этап проверки не является необязательным.Каждый опытный разработчик продукции, пытавшийся обойтись без цветопробы и утвердить цвет по экранному изображению, в какой-то момент получал серийные образцы неправильного цвета. Человеческое зрение чрезвычайно чувствительно к цветовым отклонениям — разница в дельта-E, составляющая всего 2,0, видна большинству людей при прямом сравнении, — и разница между цветопробой на бумаге и чернилами на стекле при угле обзора 50 мм химически закаленного стекла может легко превысить этот порог.
Начните проект по изготовлению защитного стекла на заказ: Kadi Display — решения для индивидуального проектирования дисплеев — Поддержка в индивидуальной настройке защитного стекла, включая проверку чертежей формы, цветовой профиль, шелкографию и УФ-струйную печать, лазерную гравировку, оптическую склейку и полную интеграцию дисплейного модуля. Низкий минимальный объем заказа для опытных образцов. Инженерная поддержка с предприятия в Шэньчжэне.
Применение в промышленности — где защитное стекло, изготовленное на заказ, дает ощутимые результаты.
Медицинские терминалы и устройства, предназначенные для взаимодействия с пациентами.
Производители медицинских изделий сталкиваются со специфическим сочетанием требований: белые или светлые поверхности (стандартный цвет медицинского оборудования), степень защиты от загрязнения IP65, возможность прикосновения через защитное стекло (PCAP) и наличие маркировки регулирующих органов (CE, IEC 60601, UL), которая должна быть нанесена на постоянной основе. Белое защитное стекло на заказ Благодаря маркировке с обратной стороны, лазерной гравировке знаков соответствия и антибликовому покрытию, это решение одновременно удовлетворяет всем этим требованиям. Антибликовое покрытие на сенсорной поверхности уменьшает видимое загрязнение от многократного контакта в перчатках, из-за которого необработанные белые поверхности выглядят негигиеничными уже через несколько часов после использования.
POS-терминалы для розничной торговли и гостиничного бизнеса
Терминалы для приема платежей и киоски самообслуживания в розничной торговле и сфере гостеприимства — это промышленные устройства, которые наиболее часто оцениваются нетехническими конечными пользователями с точки зрения визуального качества. Дисплей — это лицо устройства. Специальное защитное стекло фирменного цвета, монтаж заподлицо с кромкой корпуса и равномерный уровень глянца напрямую влияют на восприятие бренда, чего не может передать ни одна техническая спецификация. Несколько крупных брендов, занимающихся розничной торговлей технологиями, включили изготовление защитного стекла на заказ в стандартную спецификацию для терминалов, рассматривая это как инвестицию в брендинг, а не как статью расходов.
Транспортные и навигационные информационные табло.
Транспортные операторы и аэропортовые власти, проектирующие пассажирские информационные терминалы, все чаще запрашивают изготовление защитного стекла на заказ в качестве элемента дизайна. Практическая причина заключается в устойчивости к вандализму (стекло IK10) в сочетании с визуальным стилем, интегрирующимся с дизайном станции или транспортного средства — конкретные цвета RAL, соответствующие цветовой палитре бренда оператора, минималистичная рамка, индивидуальная форма, подходящая для архитектурных ниш. Это проекты, где визуальный и инженерный результаты должны быть оптимизированы одновременно, и для этого требуется поставщик дисплеев, способный управлять обоими аспектами.
См. также: Промышленные мониторы — Kadi Display — Серия промышленных мониторов с возможностью установки защитного стекла на заказ, защитой передней панели по стандарту IP65, высокояркими панелями и индивидуальной отделкой рамки. Подходят для медицинского, розничного, транспортного применения и киосков для посетителей.
Структура затрат и минимальный объем заказа — чего ожидать
Откуда берутся затраты
Изготовление защитного стекла на заказ обходится дороже, чем стандартные готовые панели, но эта разница невелика, как ожидают большинство участников цепочки поставок. В стоимость входят следующие компоненты: стеклянная подложка (определяется типом и толщиной материала), обработка на станках с ЧПУ (амортизированная стоимость оснастки, время обработки на единицу продукции), обработка поверхности (алюминиевое травление, антиотражающее покрытие, твердое покрытие — каждая из них добавляет от 1 до 8 долларов за единицу при умеренном объеме производства), печатная оснастка (трафареты для шелкографии стоят от 50 до 200 долларов за цвет; для УФ-струйной печати оснастка не требуется) и сама печать (от 0,5 до 3 долларов за единицу в зависимости от покрытия и процесса).
Для стандартного 7-дюймового защитного стекла, изготовленного на заказ (химически закаленное, со скругленными углами, нестандартной формы с двумя вырезами, черной рамкой с белым логотипом, нанесенным методом шелкографии, AG-покрытием и твердым напылением), дополнительные затраты по сравнению со стандартным аналогом составляют примерно 5–15 долларов за единицу при объеме производства 500–2000 единиц.При заказе более 5000 единиц цена снижается до 3–8 долларов. Это ориентировочные рыночные показатели, а не заявленные цены — точные затраты зависят от конкретного поставщика стекла, сложности формы и процесса печати.
Минимальные объемы заказа
Большинство поставщиков, занимающихся изготовлением защитных стекол на заказ, работают с Количество опытных образцов: от 3 до 10 штук. Для инженерных образцов и цветопроб. Минимальные объемы заказа для массового производства варьируются: для индивидуализации формы обычно нет минимального объема заказа (станки с ЧПУ программируемые и могут работать с небольшими партиями), в то время как затраты на подготовку к печати устанавливают практический минимум в 50–200 единиц за тираж для шелкографии и не имеют практического минимума для УФ-струйной печати. Некоторые поставщики, в том числе те, кто обладает гибкими возможностями OEM/ODM, принимают заказы от 100 единиц на изготовление стекла с индивидуальной печатью и смешанным количеством цветовых вариантов.
Резюме — Аргументы в пользу использования защитного стекла в качестве элемента дизайна
Стандартная позиция в отрасли — стандартная черная рамка, стандартная кромка, стандартная форма — имела смысл, когда индивидуальная настройка была дорогостоящей, а сроки выполнения заказов — длительными. Ни одно из этих ограничений не является столь значимым в 2025 году, как пять лет назад. Обработка на станках с ЧПУ является программируемой и быстрой. Шелкотрафаретная и УФ-струйная печать на стекле — это отработанный процесс с хорошо отлаженным управлением цветом. Рабочий процесс от файла проекта до массового производства документирован и воспроизводим.
Аргумент в пользу использования защитного стекла, изготовленного на заказ, в промышленных дисплеях не сводится в первую очередь к эстетическим соображениям. Это аргумент с точки зрения проектирования продукта.Защитное стекло, которое плотно прилегает к корпусу без зазоров, соответствует фирменному стилю продукта, имеет постоянную маркировку соответствия и передает уровень качества продукта благодаря своей отделке поверхности, является более интегрированным компонентом, чем его универсальный аналог. Обсуждение этого вопроса с поставщиком дисплеев следует проводить на начальном этапе проектирования — до того, как будет утверждена форма стекла, до того, как будет заказано изготовление корпуса, и до того, как фирменный стиль будет подогнан под стандартный размер панели, имеющийся на складе.
Запросы на изготовление защитного стекла на заказ — форма, цветУслуги по нанесению логотипа, обработке поверхности, оптическому склеиванию и полной интеграции дисплейных модулей — все это можно заказать в компании Kadi Display по адресу Sales@sz-kadi.com. Образцы прототипов получены из 3 единиц продукции. Поддержка OEM и ODM проектов доступна на производственном предприятии в Шэньчжэне. Для получения полной информации о продукции посетите сайт kadidisplay.com. персонализация каталог.
Отказ от ответственности: Производственные возможности, допуски, показатели стоимости и сроки выполнения, указанные в данной статье, представляют собой типичные отраслевые диапазоны и приведены исключительно в информационных целях. Фактические характеристики, цены и сроки могут варьироваться в зависимости от поставщика, сложности конструкции и объема производства. Pantone® и RAL® являются зарегистрированными товарными знаками соответствующих владельцев. Данная статья не является коммерческим предложением или обязательством со стороны какого-либо указанного поставщика. Всегда получайте письменные технические условия и подтверждение образца, прежде чем приступать к производству.
Предыдущий
От помещений до экстремальных условий: основанная на спектральном анализе структура принятия решений по яркости промышленных дисплеев.
Следующая
Как выбрать прочное защитное стекло для наружных промышленных витрин
Оставить комментарий

Последние блоги и новости
- Air Bonding vs Optical Bonding: How to Choose for Industrial Touchscreens
- How LED Backlight Lifetime Affects Industrial TFT LCD Display Reliability
- IPS vs TN vs VA Displays for Industrial and Medical Equipment: How to Choose the Right LCD Panel
- What Is a Wide Temperature LCD Display and When Do Industrial Devices Need One?
- Как выбрать промышленный TFT LCD-дисплей: размер, яркость, интерфейс, сенсорное управление и руководство по настройке.
Блог и новости
-
 TN против IPS2024-7-9
TN против IPS2024-7-9 -
 TN против IPS2024-7-9
TN против IPS2024-7-9