Les écrans tactiles industriels peuvent aussi être esthétiques.
2026-05-11
11:16
Les écrans tactiles industriels peuvent aussi être esthétiques.
Guide complet de la personnalisation des vitres de protection d'écran : forme, couleur et logo
Par l'équipe technique de Kadi Display | www.kadidisplay.com | Technologie d'affichage industriel
L'idée reçue selon laquelle les écrans industriels ne peuvent pas avoir une apparence haut de gamme
Dans de nombreux projets de design industriel, il existe une hypothèse tacite : l’interface homme-machine serait un objet fonctionnel, et le design visuel ne serait pas du ressort de l’équipe en charge de l’interface. Cette dernière spécifie le processeur, la technologie tactile, la luminosité et l’indice de protection. L’équipe de conception produit reçoit ensuite l’écran et tente de l’intégrer à un appareil censé s’intégrer dans un couloir d’hôpital, un terminal d’aéroport ou un magasin haut de gamme. Le cadre noir standard, avec ses bords biseautés et son logo collé au ruban adhésif, n’est pas un point de départ idéal.
La réalité en 2025 est que vitre de protection d'écran personnalisation La technologie a atteint un niveau de maturité tel que les écrans tactiles industriels peuvent être fabriqués avec la même qualité de finition visuelle que les appareils électroniques grand public, sans compromettre la durabilité, la résistance chimique ni la protection contre les chocs (indice IK) requises pour les applications industrielles. Forme personnalisée, couleur d'encre personnalisée, logos et textes imprimés, zones texturées mates, effets métalliques : toutes ces options sont disponibles grâce à des procédés de fabrication standardisés et adaptés aux volumes industriels, et les contraintes d'ingénierie sont parfaitement maîtrisées.
Cet article couvre l'ensemble des possibilités de personnalisation des verres de protection d'écran pour les applications IHM industrielles : les procédés de modification de forme et leurs tolérances, les techniques d'impression disponibles pour la couleur et le marquage, les contraintes d'ingénierie spécifiques qui diffèrent du verre grand public, et le flux de travail du projet qui vous permet de passer d'un concept à des unités de production sans modifications coûteuses en fin de processus.

Pourquoi c'est important sur le plan commercial : Les clients finaux des secteurs médical, du commerce de détail, des transports et de l'hôtellerie évaluent de plus en plus la qualité perçue des terminaux industriels en fonction de leur finition visuelle. Un écran de protection personnalisé avec le logo et la marque du client est donc essentiel. couleuret un profil de bord net communique la maturité du produit d'une manière qu'un cadre noir générique ne peut pas. Pour les fournisseurs OEM qui rivalisent sur plus que le prix, le verre de protection personnalisation est un véritable facteur de différenciation.
Que couvre réellement la personnalisation du verre de protection ?
L'étendue physique
Un vitre de protection d'écran Dans un écran tactile industriel, la dalle est généralement constituée d'une plaque de verre trempé chimiquement, d'une épaisseur de 1,1 à 4,0 mm, placée à l'avant de l'écran. Elle peut être collée directement au capteur tactile situé en dessous (collage optique) ou maintenue par un cadre avec un espace d'air. La configuration standard proposée par un fabricant de dalles est rectangulaire, avec un bord rectifié, une bordure noire sérigraphiée sur la face arrière et la zone d'affichage active laissée transparente.
La personnalisation part de cette base et peut s'étendre simultanément dans plusieurs directions. Le contour peut être découpé pour épouser un profil de boîtier irrégulier. Les angles peuvent être arrondis selon une dimension R spécifiée. Des ouvertures ou des découpes peuvent être ajoutées pour les caméras, les microphones, les LED, les boutons physiques ou l'accès aux connecteurs. L'impression du cadre peut être personnalisée (du noir à n'importe quelle couleur), avec l'ajout d'un logo, de texte ou d'éléments graphiques. La finition de surface peut être modifiée : polie plate standard, mate gravée AG ou encore une zone partiellement dépolie encadrant la vitre d'un contour texturé. Même l'épaisseur du verre peut être spécifiée pour répondre aux exigences de conception mécanique.
Ce qui reste inchangé
La personnalisation physique n'affecte pas les propriétés intrinsèques du verre essentielles pour les applications industrielles (dureté, profondeur de trempe chimique, indice IK ou plage de températures de fonctionnement), à condition que les procédés de personnalisation soient appliqués correctement et dans le bon ordre. La découpe et la finition des bords sont réalisées avant la trempe dans le flux de production standard (la découpe du verre trempé l'affaiblit) ; l'impression est effectuée après la trempe. Il est important de vérifier cet ordre de processus avec votre fournisseur, car tout raccourci (impression avant la découpe finale, par exemple) produit un verre dont la résistance des bords est compromise.
L'interaction technique importante à surveiller est Couverture d'encre et sensibilité tactileLes capteurs tactiles capacitifs détectent la proximité du doigt à travers la vitre de protection par voie électrique. Une forte concentration d'encre sur la face arrière de la vitre (en particulier avec des encres métalliques ou très opaques) peut atténuer le signal capacitif et réduire la sensibilité tactile dans les zones imprimées. Pour les écrans dont la zone tactile s'étend jusqu'au bord de la vitre (tactile bord à bord), il est nécessaire de prendre en compte l'épaisseur de l'impression sur les bords lors du calibrage du contrôleur tactile. Ce problème est résoluble, mais il doit être identifié dès la conception et non découvert lors des tests d'intégration.
Personnalisation des formes : possibilités et coûts
Procédés de découpe et de contournage
La personnalisation de la forme du verre utilise Usinage CNC avec outils diamantés Le procédé principal pour la plupart des applications industrielles consiste à usiner le verre par immersion ou par refroidissement continu à l'eau afin d'éviter les fissures thermiques dues à la chaleur de friction. La norme est de ±0,1 à 0,2 mm sur les dimensions linéaires ; des tolérances plus serrées (±0,05 mm) sont possibles, mais augmentent le temps et le coût d'usinage.
Les découpes circulaires et en forme de fente sont réalisées à l'aide d'un foret à noyau ou d'une fraiseuse suivant une trajectoire programmée. Le diamètre minimal pratique du trou est généralement de 3 mm pour le verre trempé, et le jeu entre le bord et la découpe doit être au moins trois fois supérieur à l'épaisseur du verre afin d'éviter la propagation de fissures de la découpe vers le bord du verre sous contrainte. Cette contrainte est souvent négligée lors des premières étapes de la conception mécanique ; une découpe qui paraît mécaniquement élégante dans un modèle CAO peut nécessiter une refonte complète du châssis une fois que l'ingénieur spécialisé dans le verre signale l'exigence de jeu sous contrainte.
Options de finition des bords
Le bord d'un panneau de verre constitue à la fois un point de concentration de contraintes important et un détail esthétique significatif. La norme bord plat (également appelée C0 ou Arrised) est la finition minimale acceptable pour les applications industrielles ; elle élimine l’arête vive laissée par la découpe initiale et réduit le risque de propagation des éclats et de fissures. Pour les applications où le bord du verre est visible ou fréquemment manipulé lors du nettoyage, une finition C0 est préférable. biseauté bord (C0,3–C0,5) ou bord poli au crayon (rayon complet) offre une finition plus sûre et plus raffinée.
Du point de vue de la durabilité mécanique, un bord poli offre des performances nettement supérieures à celles d'un bord meulé lors des tests de chute et d'impact, car le polissage élimine les microfissures résiduelles du meulage. Lors des tests d'indice IK, le mode de défaillance est souvent une fracture amorcée sur le bord et se propageant à travers le panneau ; un bord poli réduit cette probabilité de défaillance et, pour les applications visant un indice IK10, le choix de bords polis plutôt que de bords meulés est justifié par le surcoût.
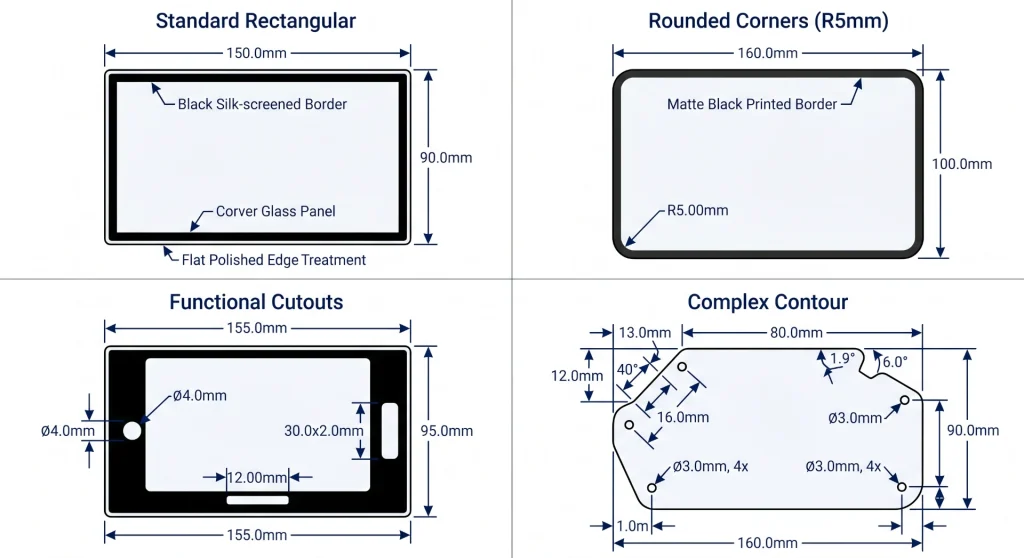
Options de personnalisation de la forme du verre de protection
Contrainte de conception à signaler rapidement : le verre ne peut être ni coupé ni percé après trempe chimique sans risque de rupture catastrophique. La mise en forme doit être achevée sur le verre brut avant la trempe. Par conséquent, toute modification du contour du verre ou de l’emplacement des découpes après le début de la trempe nécessite un nouveau support ; aucune retouche n’est possible après trempe. Il est impératif de figer la conception mécanique avant de lancer la production du verre.
Personnalisation des couleurs — Du noir mat aux couleurs Pantone de votre marque
Pourquoi la bordure noire standard n'est pas votre seule option
Le liseré noir imprimé au dos de la plupart des écrans en verre de protection a une fonction bien précise : il masque le cadre, l’adhésif, le contour du capteur tactile et les bords du module LCD. Le noir est optiquement neutre et facile à obtenir grâce à une encre sérigraphique UV économique. Cependant, le noir n’est pas la seule option. Pour les marques qui utilisent des codes couleurs spécifiques (bleu corporate, gris industriel RAL, blanc pour les dispositifs médicaux), une couleur d’encre personnalisée est à la fois possible et pertinente.
La contrainte pratique est que encre couleur L'encre sur verre n'est pas la même que sur encre. couleur sur papier ou écranLe verre est transparent et possède ses propres propriétés optiques ; la sous-couche noire nécessaire à la plupart des encres de bordure pour obtenir l’opacité affecte l’aspect final de la couleur. L’encre imprimée sur la face arrière du verre est visible à travers celui-ci depuis l’avant : le verre agit comme un filtre, modifiant légèrement la couleur perçue. Ce phénomène est gérable avec un procédé approprié. couleur profilage (Il s'agit de convertir la valeur Pantone ou RAL cible en son équivalent pour l'impression, afin qu'elle soit correctement lisible à travers le verre), mais cela nécessite un test couleur physique sur le substrat en verre avant validation pour la production en série. Ne jamais valider une couleur à partir d'une sérigraphie.
Finitions mates vs brillantes et sélectives
Au-delà des aplats de couleur, l'impression sur verre de protection peut créer combinaisons mates/brillantes sélectives qui confèrent au panneau fini un aspect visuel texturé. Une approche courante consiste en une bordure intérieure noire brillante entourant la zone d'affichage active, et une bordure extérieure noire mate ou de couleur mate autour du produit. Le contraste entre les deux finitions crée une profondeur visuelle qui témoigne de la qualité du produit sans surcoût lié aux spécifications de l'encre.
Pour les applications haut de gamme, zones gelées L'obtention d'une gravure AG sélective avant impression confère une texture tactile et visuelle unique. La zone dépolie diffuse la lumière différemment d'une surface polie, créant un effet de flou artistique particulièrement adapté à l'encadrement d'une vitrine ou à la zone d'étiquettes des boutons d'un panneau de commande. L'ordre de fabrication est crucial : gravure avant impression, puis durcissement. En effet, les surfaces dépolies étant plus poreuses que le verre poli, l'absorption de l'encre peut être irrégulière si l'ordre est inversé.

Impression de logos et d'identités visuelles — Procédés, durabilité et règles de conception
Sérigraphie ou impression jet d'encre UV ? Choisir le bon procédé
Les deux principaux procédés d'impression pour le marquage des verres de protection industriels sont la sérigraphie et l'impression jet d'encre UV. Ils ne sont pas interchangeables et le choix entre les deux dépend de la complexité du visuel, de la durabilité requise et du volume de production.
Impression sérigraphique Ce procédé utilise un écran et une raclette pour déposer l'encre à travers un pochoir sur la surface en verre en une seule passe par couleur. Il est privilégié pour les aplats opaques (bordures, logos) et pour les productions de plusieurs centaines d'unités, où le coût fixe de l'outillage est rapidement amorti. La largeur de ligne minimale est d'environ 50 µm avec un opérateur qualifié et un écran de bonne qualité. L'impression de dégradés est complexe et généralement approximée par une trame de points. La couche d'encre est épaisse (généralement de 10 à 30 µm), ce qui garantit une bonne opacité, mais crée également un effet de décalage perceptible au toucher et susceptible d'affecter la sensibilité tactile des zones proches des bords.
Impression jet d'encre UV L'impression jet d'encre UV dépose de minuscules gouttes d'encre polymérisée aux UV directement sur la surface du verre, sans écran physique, grâce à un fichier numérique. Elle permet ainsi d'obtenir des visuels de qualité photographique (720 à 2 400 dpi), des dégradés multicolores, des textes fins et de petite taille, ainsi que des données variables (numéros de série, codes QR différents pour chaque unité). La couche d'encre est plus fine (3 à 10 µm), ce qui réduit l'effet de bord tactile et l'atténuation du capteur tactile. Pour les petites séries, l'impression jet d'encre UV permet d'éviter totalement les coûts d'outillage liés à la sérigraphie. En revanche, pour les grandes séries, le coût unitaire est plus élevé et l'opacité de l'encre est légèrement inférieure à couverture égale.
Gravure laser pour marquages permanents
Pour les marquages de conformité, les numéros de série et les codes QR qui doivent survivre à toute la durée de vie de l'appareil sans s'effacer, gravure laser Il s'agit de l'option la plus durable. Le laser modifie la surface du verre lui-même — soit en ablant une couche de revêtement, soit en créant une modification localisée de sa structure — produisant ainsi une marque indélébile, impossible à effacer sans abrasion physique. Cette technique est utilisée pour le marquage CE, les marques de certification UL, les textes réglementaires et tout élément de marque devant être vérifiable et permanent pour la traçabilité des produits.
Le résultat visuel de la gravure laser sur verre clair est un aspect blanc dépoli au point de gravure. Sur un fond noir imprimé, la gravure laser à travers l'encre révèle le verre sous-jacent, créant un logo ou un texte blanc sur fond noir d'une grande précision. Sur un revêtement PVD métallique, la gravure laser révèle la couleur du verre sous le métal, créant un effet brillant sur métal. L'association d'une sous-couche PVD et d'un logo gravé au laser est utilisée dans les applications médicales, aéronautiques et de défense haut de gamme, où la qualité de la finition est un indicateur de la catégorie du produit.
Règles de conception essentielles pour les logos
Plusieurs contraintes de conception de logos sont spécifiques à l'impression sur verre et diffèrent de la conception d'impressions générales. Hauteur minimale du texte Pour l'impression sérigraphique, l'épaisseur est généralement de 1,5 mm pour un texte plein et de 2,0 mm pour un texte en contour ; en dessous de cette valeur, les lettres commencent à se remplir ou à s'affaisser lors de l'impression. Largeur minimale des caractéristiques Pour les lignes isolées, l'épaisseur minimale est de 0,1 mm pour l'impression jet d'encre UV et de 0,2 mm pour la sérigraphie. Les textes et logos en transparence (blanc sur noir, transparent sur noir) bénéficient de dimensions minimales légèrement plus larges que pour l'impression positive, car la zone encrée est continue et les tolérances dans les zones transparentes sont moins critiques.
Les spécifications de couleur doivent toujours inclure Codes du système Pantone Matching System (PMS) ou Codes RAL classiques Pour les références de couleur physiques, il s'agit de valeurs Pantone et RAL, et non de valeurs RVB ou hexadécimales. Les valeurs RVB décrivent l'émission de lumière d'un écran ; Pantone et RAL décrivent la réflectance physique de l'encre. La conversion entre ces deux systèmes est complexe et varie selon la surface du verre, la formulation de l'encre et les conditions d'observation. Avant la validation de la production en série, demandez un échantillon physique Pantone ou RAL à comparer avec le verre de contrôle.
Comparaison des procédés d'impression et de marquage des verres de protection
Verre de protection personnalisé avec logo et couleur impression: Solutions d'affichage personnalisées — Kadi Display — Personnalisation des vitres de protection pour les fabricants d'équipement d'origine (OEM) et les concepteurs et fabricants d'équipement d'origine (ODM), incluant la forme, la couleur de l'encre, la sérigraphie du logo, l'impression jet d'encre UV et la gravure laser. Prise en charge de l'intégration complète du module d'affichage avec vitre avant personnalisée, interface et collage optique.
Durabilité de la personnalisation — Ce qui dure et ce qui s'estompe
Durabilité de l'encre en milieu industriel
La durabilité des éléments imprimés sur les verres de protection industriels dépend principalement de chimie des encres et position d'impressionL'encre imprimée sur la face arrière de la vitre de protection (celle qui fait face au capteur tactile ou à l'écran) est protégée des agressions extérieures par le verre lui-même : elle ne peut être ni abîmée par le nettoyage, ni rayée par des outils, ni dégradée par les rayons UV. Cette configuration standard pour l'impression de bordures et de logos offre une excellente durabilité : les encres UV polymérisées et imprimées au dos d'un verre trempé chimiquement ont généralement une durée de vie supérieure à celle de l'écran et de l'appareil qui le supporte, dans des conditions normales d'utilisation.
L'impression sur la face avant est parfois demandée pour des effets spéciaux (boutons tactiles en relief, logos texturés en relief, éléments phosphorescents), mais elle est exposée aux agressions extérieures et nécessite une couche de vernis protecteur transparent et dur pour une durée de vie acceptable. Sans vernis, l'encre industrielle pour impression sur la face avant se dégrade généralement en 12 à 24 mois sous l'effet du nettoyage et de l'abrasion en milieu industriel. Avec un vernis correctement appliqué (dureté minimale de 7H au crayon), la durabilité de l'impression sur la face avant peut atteindre plus de 5 ans. mais la résistance aux UV doit être spécifiquement qualifiée pour les installations extérieures.
Stabilité de la couleur au fil du temps
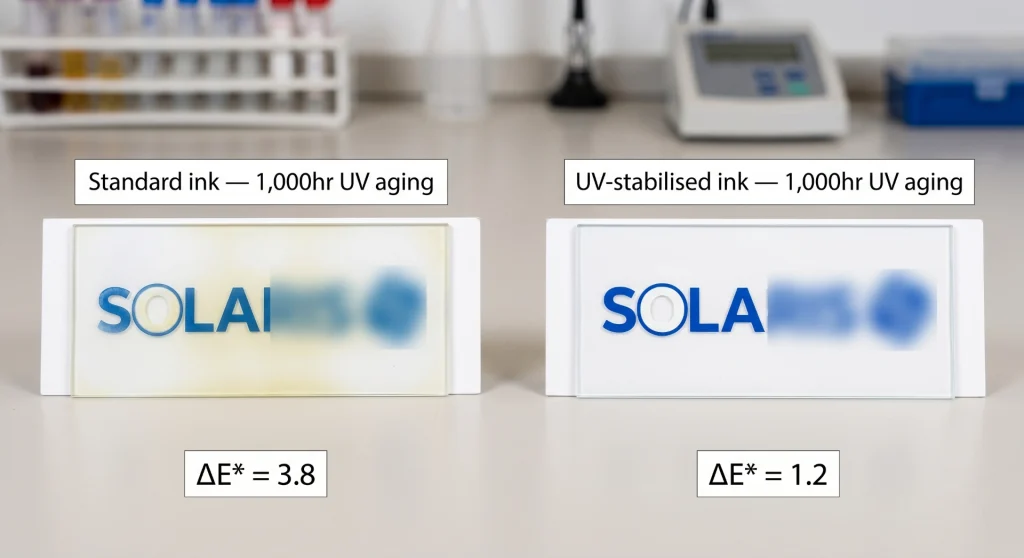
La modification de la couleur sous exposition aux UV est le mode de dégradation à long terme le plus fréquent pour les verres de protection imprimés utilisés en extérieur. Les encres de sérigraphie standard, même celles polymérisées aux UV, peuvent présenter une modification de couleur mesurable (ΔE > 3) après 1 000 heures de vieillissement accéléré aux UV, équivalent à 2 à 3 ans d’exposition extérieure. Pour les installations extérieures, il est recommandé d’utiliser des encres stabilisées aux UV présentant un ΔE ≤ 2,0 après 1 000 heures de vieillissement aux UV, conformément à la norme en vigueur.
Les marquages gravés au laser sont inaltérables : la modification est intégrée à la structure même du verre. Pour les marquages de conformité et les numéros de série qui doivent rester lisibles pendant toute la durée de vie du produit, la gravure laser est la solution qui élimine définitivement tout problème de durabilité de l’encre.
Le flux de travail de personnalisation — Du fichier de conception à la production
Que faut-il préparer avant de contacter un fournisseur ?
Le meilleur moyen de ralentir un projet de verre de protection sur mesure est de contacter un fournisseur sans avoir préparé les documents de conception. Les fournisseurs peuvent travailler à partir d'esquisses, mais chaque modification de la forme et du visuel chez le fournisseur rallonge les délais et augmente le risque d'erreurs d'interprétation. Les documents qui permettent d'accélérer un projet de verre sur mesure sont :
- Dessin de contour de verre au format DXF ou DWG, Échelle 1:1, avec toutes les dimensions, tolérances, spécifications de finition des bords, épaisseurs et positions de découpe explicitement dimensionnées.
- Illustrations au format vectoriel (AI, EPS ou PDF), Échelle 1:1, avec couleur d'impression spécifiée en code Pantone ou RAL. Éléments de texte convertis en contours, non en texte vivant.
- Dessin de référence de position d'impression montrant où se situe l'œuvre d'art par rapport au contour du verre, la zone d'exposition active étant clairement indiquée.
- Spécifications du traitement de surface : quelle surface subit une gravure AG, où le revêtement dur est appliqué, si un collage optique est requis et les exigences de compatibilité des capteurs tactiles.
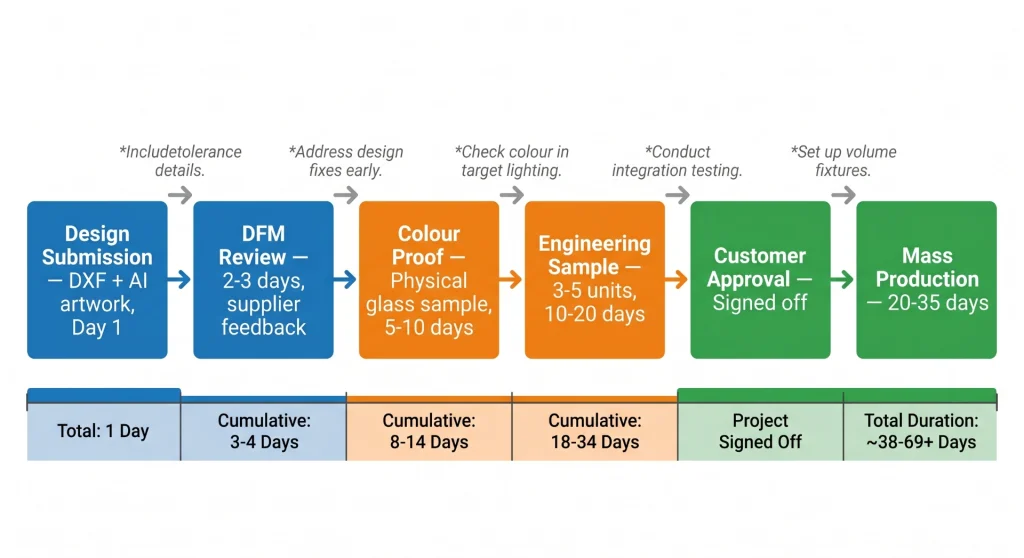
Flux de production personnalisé
Flux de travail du projet de personnalisation de la vitre de protection
Le tableau des flux de travail met une chose en évidence : le physique couleur L'étape de validation n'est pas facultative.Tout développeur de produits expérimenté qui a tenté de se passer de l'épreuve couleur et de valider un rendu à l'écran a, à un moment ou un autre, reçu des unités de production en série de couleur incorrecte. Le système visuel humain est extrêmement sensible aux variations de couleur — des différences de delta E aussi faibles que 2,0 sont perceptibles par la plupart des gens en comparaison directe — et la différence entre une épreuve sur papier et l'impression sur verre, à travers un angle de vision de 50 mm de verre trempé chimiquement, peut facilement dépasser ce seuil.
Démarrer un projet de verre de protection sur mesure : Kadi Display — Solutions d'affichage personnalisées — Personnalisation du verre de protection : vérification des formes, profilage des couleurs, sérigraphie et impression jet d’encre UV, gravure laser, collage optique et intégration complète du module d’affichage. Faible quantité minimale de commande pour les prototypes. Assistance technique depuis notre site de Shenzhen.
Applications industrielles — Où le verre de protection sur mesure fait une différence mesurable
Terminaux médicaux et dispositifs destinés aux patients
Les fabricants de dispositifs médicaux sont confrontés à une combinaison spécifique d'exigences : surfaces blanches ou de couleur claire (la couleur standard des équipements médicaux), nettoyabilité IP65, contact PCAP à travers le verre de protection et marquages réglementaires (CE, IEC 60601, UL) qui doivent être appliqués de manière permanente. Verre de protection blanc sur mesure Avec son bord imprimé au verso, ses marquages de conformité gravés au laser et son revêtement AF, cette solution répond à toutes ces exigences. Le revêtement AF sur la surface tactile réduit la contamination visible due aux contacts répétés avec des gants, contamination qui rend les surfaces blanches non traitées insalubres quelques heures seulement après leur utilisation.
Terminaux de point de vente pour le commerce de détail et l'hôtellerie
Les terminaux de point de vente et les bornes libre-service dans les commerces et l'hôtellerie-restauration sont les appareils industriels dont la qualité visuelle est la plus systématiquement évaluée par les utilisateurs finaux non techniciens. L'écran est la vitrine de l'appareil. Un verre de protection personnalisé, assorti à la couleur de la marque, un montage affleurant dans le boîtier et une finition brillante et uniforme contribuent directement à la perception de la marque, d'une manière qu'aucune spécification technique ne peut saisir. Plusieurs grandes marques de technologies pour le commerce de détail ont intégré le verre de protection personnalisé à leurs spécifications standard pour les écrans de terminaux, le considérant comme un investissement en matière de marque plutôt que comme un simple poste de dépense.
Affichages de transport et d'orientation
Les opérateurs de transport et les autorités aéroportuaires qui conçoivent des bornes d'information voyageurs demandent de plus en plus des vitrages de protection personnalisés, intégrés à leur identité visuelle. L'objectif principal est d'obtenir une résistance au vandalisme (verre IK10) tout en conservant une esthétique en harmonie avec le design de la station ou du véhicule : couleurs RAL spécifiques assorties à la charte graphique de l'opérateur, cadre minimal, forme sur mesure adaptée aux niches architecturales. Dans ce type de projets, l'optimisation simultanée du résultat visuel et du résultat technique est essentielle, ce qui requiert un fournisseur d'écrans capable de gérer ces deux aspects.
Voir aussi : Moniteurs d'affichage industriels — Kadi Display — Gamme de moniteurs industriels avec vitre de protection personnalisée en option, étanchéité frontale IP65, dalles haute luminosité et finition de cadre personnalisable. Convient aux applications médicales, commerciales, de transport et aux bornes interactives.
Structure des coûts et quantité minimale de commande (MOQ) — À quoi s'attendre
D'où proviennent les coûts
Les verres de protection sur mesure coûtent plus cher que les panneaux standard disponibles dans le commerce, mais la surprime est moins importante que ce que la plupart des acteurs extérieurs à la chaîne d'approvisionnement imaginent. Les éléments de coût sont les suivants : le substrat en verre (déterminé par le type de matériau et l'épaisseur), l'usinage CNC (amortissement de l'outillage, temps d'usinage unitaire), les traitements de surface (gravure AG, revêtement AR, revêtement dur – chacun ajoutant 1 à 8 $ par unité pour des volumes de production moyens), l'outillage d'impression (50 à 200 $ par couleur pour la sérigraphie ; l'impression jet d'encre UV ne nécessite pas d'outillage) et l'impression elle-même (0,5 à 3 $ par unité selon la couverture et le procédé).
Pour un verre de protection personnalisé standard de 7 pouces (trempé chimiquement, coins arrondis, forme personnalisée avec deux découpes, bordure noire avec logo blanc sérigraphié, surface antireflet, revêtement dur), le surcoût par rapport à un équivalent standard est d'environ 5 à 15 dollars par unité pour des volumes de 500 à 2 000 unitésPour plus de 5 000 unités, ce prix se réduit à 3–8 $. Il s’agit de chiffres indicatifs du marché, et non de prix de vente ; les coûts exacts dépendent du fournisseur de verre, de la complexité de la forme et du procédé d’impression.
Quantités minimales de commande
La plupart des fournisseurs de personnalisation de verres de protection travaillent avec quantités de prototypes de 3 à 10 unités Pour les échantillons techniques et les épreuves couleur, les quantités minimales de commande pour la production en série varient : la personnalisation de la forme seule n’impose généralement pas de quantité minimale (l’outillage CNC est programmable et permet de traiter de petits lots), tandis que les coûts de mise en place de l’impression imposent un minimum pratique de 50 à 200 unités par tirage pour la sérigraphie, et aucun minimum pratique pour l’impression jet d’encre UV. Certains fournisseurs, notamment ceux disposant d’une capacité OEM/ODM flexible, acceptent des commandes à partir de 100 unités pour le verre imprimé personnalisé avec des quantités mixtes de variantes de couleur.
Résumé — Plaidoyer pour considérer le verre de protection comme un élément de design
La position par défaut du secteur — lunette noire standard, bord standard, forme standard — se justifiait lorsque la personnalisation était onéreuse et les délais de livraison longs. Ces contraintes sont aujourd'hui bien moins importantes qu'il y a cinq ans. L'usinage CNC est programmable et rapide. La sérigraphie et l'impression jet d'encre UV sur verre sont des procédés éprouvés, avec une gestion des couleurs parfaitement maîtrisée. Le flux de travail, du fichier de conception à la production en série, est documenté et reproductible.
L'argument en faveur du verre de protection sur mesure dans les applications d'affichage industriel n'est pas principalement d'ordre esthétique. C'est un argument d'ingénierie produitUn verre de protection parfaitement ajusté au boîtier, reprenant l'identité visuelle du produit, portant les marquages de conformité permanents et communiquant le niveau de qualité du produit par sa finition de surface, constitue un composant mieux intégré qu'un équivalent générique. Il est essentiel d'aborder ce sujet avec un fournisseur d'écrans dès le début de la phase de conception mécanique — avant que le contour du verre ne soit figé, avant que l'outillage du boîtier ne soit validé et avant que l'identité de marque ne soit contrainte de s'adapter à la taille de panneau standard disponible.
Demandes de renseignements concernant les verres de protection sur mesure — forme, couleurPour toute demande concernant l'impression de logos, le traitement de surface, le collage optique et l'intégration complète de modules d'affichage, veuillez contacter Kadi Display à l'adresse Sales@sz-kadi.com. Des prototypes sont disponibles à partir de 3 unités. Un support pour les projets OEM et ODM est proposé depuis notre usine de Shenzhen. Consultez le site kadidisplay.com pour découvrir l'ensemble de nos produits. personnalisation catalogue.
Avertissement : Les capacités de fabrication, les tolérances, les coûts et les délais de livraison mentionnés dans cet article sont des fourchettes indicatives du secteur et ne sont fournis qu’à titre informatif. Les spécifications, les prix et les délais réels varient selon le fournisseur, la complexité de la conception et le volume de production. Pantone® et RAL® sont des marques déposées de leurs propriétaires respectifs. Cet article ne constitue ni un devis ni un engagement de la part des fournisseurs mentionnés. Veuillez toujours obtenir un cahier des charges écrit et l’approbation d’un échantillon avant de lancer la production.
Précédent
Des environnements intérieurs aux environnements extrêmes : un cadre de décision basé sur le spectre pour la luminosité des écrans industriels
Suivant
Comment choisir une vitre de protection durable pour les écrans industriels extérieurs
Laisser un commentaire

Derniers blogs et nouvelles
- Air Bonding vs Optical Bonding: How to Choose for Industrial Touchscreens
- How LED Backlight Lifetime Affects Industrial TFT LCD Display Reliability
- IPS vs TN vs VA Displays for Industrial and Medical Equipment: How to Choose the Right LCD Panel
- What Is a Wide Temperature LCD Display and When Do Industrial Devices Need One?
- Comment choisir un module d'affichage TFT LCD industriel : guide des dimensions, de la luminosité, de l'interface, de la fonction tactile et de la personnalisation